متغیرهای مهم جوشکاری
|
0
پنج متغیر مهم جوشکاری چیست؟
متغیرهای مهم زیادی را باید در نظر گرفت تا مهره جوشی با اندازه، شکل و عمق مناسب تولید شود. در این نوشتار شما را با این متغیرها آشنا میکنیم که عبارتند از:
جریان برق، طول قوس، زاویه، حرکت دست و سرعت
جریان برق در جوشکاری
از جمله متغیرهای مهم، حرکت مشعل با سرعت مناسب است که معمولاً اندازه و نفوذ مهره جوش را تعیین میکند.
جوشکارها برای تنظیمات جریان برق مناسب به نمودارهای دستگاههای جوشکاری و تولید کننده الکترود، مشخصات خاص روش جوشکاری انتخابی ِخود (WPS) و یا به صفحات فلزی نمونه با ضخامت یکسان مراجعه میکنند تا ببینید چه چیزی بهتر عمل میکند.
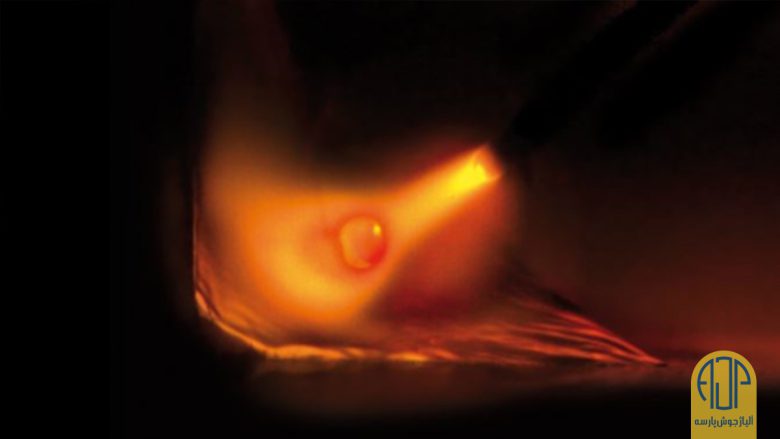
طول قوس در جوشکاری
اینکه جوشکار قوس سیم یا الکترود جوش را چقدر نزدیک به صفحه کار نگه دارد هم میتواند بر میزان جریان و گرمای وارد شده به مفصل تأثیر بگذارد.
نزدیک به صفحه کار، جریان و حرارت در ناحیه جوش بالا باقی میماند. اما اگر الکترود دورتر نگه داشته شود گرمای کمتری تولید و پاشش بیشتری ایجاد میشود.
به عنوان یک قاعده کلی، در جوشکاری چوب طول قوس باید با قطر فلز الکترود مطابقت داشته باشد. به عبارت دیگر، اگر از میله ۸/۱ اینچی (۴.۵ سانتیمتر) استفاده میکنید، باید آن را به فاصله ۸/۱ اینچی از سطح مفصل نگه دارید. برای کاهش حرارت به حوضچه یا محدود کردن رسوب فلز جوش، میتوانید طول قوس را افزایش دهید.
در عملیات تغذیه سیم (به عنوان مثال، روش میگ یا جوشکاری شار هستهای)، سیم الکترود باید بیشتر از روش جوشکاری چوب از محل اتصال دور نگه داشته شود؛ به این دلیل که قوس متمرکزتر است و میتواند فلز را بسوزاند. به همین دلیل، کارآموزان تفاوت بین طول الکترود (از محل نوک تماس) و فاصله تماس با محل کار را هم باید یاد بگیرند.
تغییرات ESO (طول الکتریکال) یا CTWD (تماس تا فاصله کار) بدون در نظر گرفتن سرعت سیم تنظیمی بر روی دستگاه، بر جریان ورودی به داخل مفصل تأثیر میگذارد.
زاویه در جوشکاری
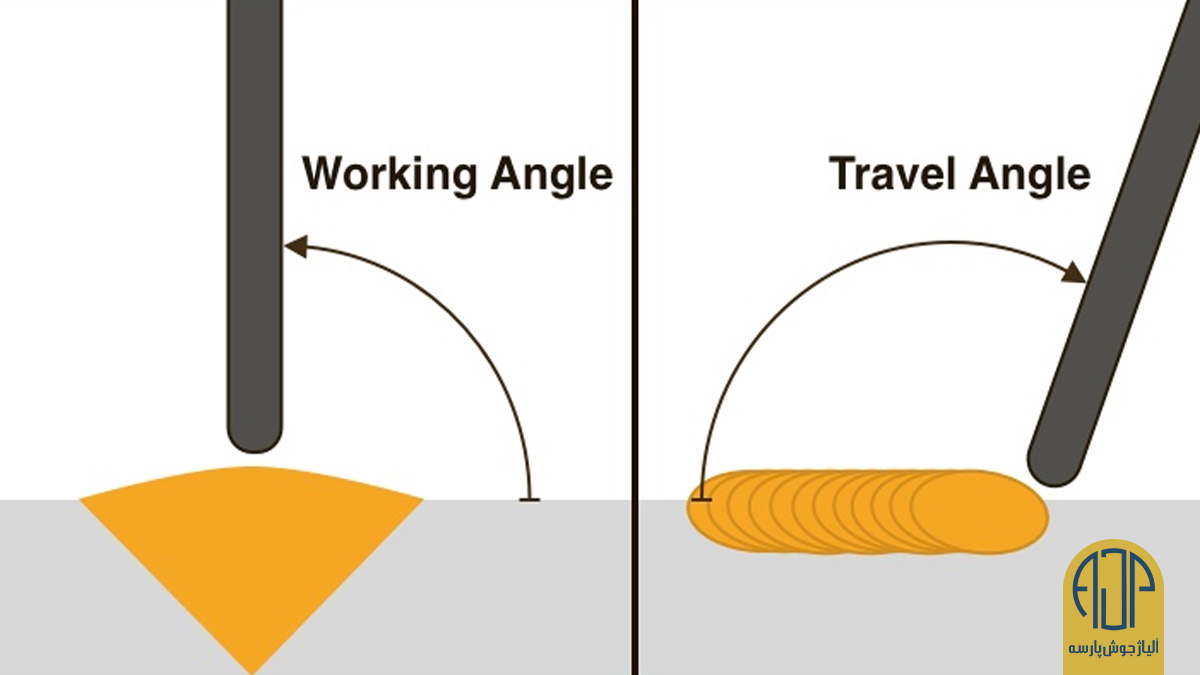
نمودار ۱: سمت راست: زاویه حرکت؛ سمت چپ: زاویه کار
در حین جوشکاری باید دو زاویه را برای مشعل در نظر بگیرید:
زاویه کار و زاویه حرکت در جوشکاری
زاویه کار، یعنی زاویه بین مفصل و مشعل (یا میله)؛ در حالت ایده آل، مشعل خود را بر روی مفصل در حالت عمود یا ۹۰ درجه نگه میدارید. استثناء بزرگ این قاعده در مورد اتصالات T است، که در آن زاویه کار بین ۳۰ تا ۵۰ درجه متغیر است.
زاویه حرکت در جوشکاری
یکی از دیگر متغیرهای مهم، زاویه حرکت یعنی زاویه بین مشعل و خط حرکت دست است؛ برای مشاهده محل اتصال و حوضچه، جوشکار میتواند میله را تا ۱۰ درجه در جهت حرکت یا گاهی برخلاف جهت حرکت دست خود، حرکت بدهد.
همانطور که در نمودار۱ مشاهده میکنید، زاویه مشعل نسبت به قطعه کار (سمت چپ) ۹۰ درجه است و این اجازه میدهد حداکثر گرما و جریان روی شیار باز مفصل متمرکز شود. (این را به عنوان نمای روی صفحه کار در نظر بگیرید.)
سمت راست نمودار، یک زاویه حرکت با شیب ۱۰-۵ درجه را در امتداد مفصل نشان میدهد. این به جوشکار دید خوبی میدهد تا آنچه را در حوضچه میگذرد، ببیند.
وقتی مشعل یا الکترود خود را میکشید، شیب به سمت حوضچه هدایت میشود که به نفوذ و ایجاد یک مهره ضخیم کمک میکند. بر عکس، وقتی که مشعل یا الکترود را فشار میدهید ، شیب از حوضچه دور میشود و همین نفوذ و حرارت وارد شده به فلز پایه را محدود میکند.
حرکت دست در جوشکاری
حرکت دست جوشکار هم یکی دیگر از متغیرهای مهم است که الکترود را در امتداد مفصل هدایت میکند. دستیابی به مهرههای در هم آمیخته خیلی مهم است، اما کنترل نفوذ و گرما هم مهم است. در نوشتاری جداگانه، شما را با انواع مهرهها آشنا خواهیم کرد: بافتی، شلاقی، کشیدگی یا فشاری همه نمونههایی هستند که با انواع حرکت دست ایجاد میشوند.
سرعت در جوشکاری
باید بدانید که اگر حرکت دستتان خیلی سریع باشد، اندازه جوش کوچک خواهد شد و نفوذ کافی نخواهد داشت. پس خیلی آهسته حرکت کنید و در نهایت مهره جوش درشت و احتمالاً گرمای بیش از حدی خواهید داشت که وارد صفحه کارتان میشود.
نمودار زیر نحوه تأثیر بعضی از متغیرهای مهم CLAMS )مخفف تنظیم جریان، طول قوس، زاویه الکترود، سرعت حرکت الکترود و سرعت حرکت دست) را بر مهره جوش نشان میدهد:
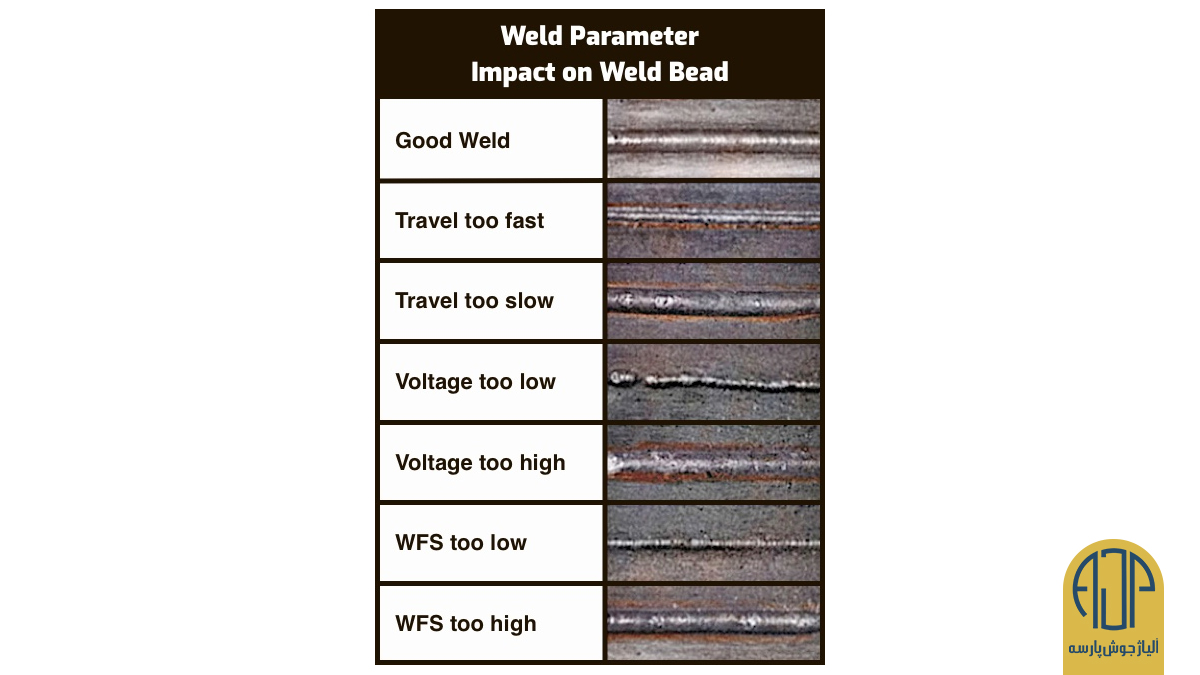
عوامل موثر بر مهره جوش (از بالا به پایین):
جوش خوب، حرکت خیلی تند، حرکت خیلی کُند، ولتاژ خیلی کم، ولتاژ خیلی زیاد، سرعت پایین ِتغذیه سیم، سرعت بالای ِتغذیه سیم
در دو مثال آخر، “WFS” مخفف سرعت تغذیه سیم و به این معناست که دستگاههای جوشکاری میگ و شار، چگونه جریان را تنظیم میکنند.
توجه داشته باشید که وقتی ولتاژ بسیار زیاد باشد، مهره پهن و صاف است. همچنین، وقتی که ولتاژ خیلی کم است، مهره جوش به جای نفوذ به داخل فلز، روی آن قرار میگیرد. بنابراین ولتاژ است که مشخصات کلی یا هندسه جوش را تعیین میکند.
در جوشکاری چوب، جوشکار ولتاژ را مستقیماً تنظیم میکند (اما جریان را نه)، بنابراین دستگاهها جریان ثابت (CC) نامیده میشوند.
در دستگاه میگ یا شار هستهای، ماشینها ولتاژ ثابت (CV) دارند و بنابراین جوشکار معمولاً فقط جریان را تنظیم میکند.
بعضی از دستگاههای جوشکاری چوب هم تنظیماتی دارند که با نام دیگ/ Dig شناخته میشود. این تنظیم به شما اجازه میدهد که در صورت خاموش شدن قوس، جریان را بالاتر از حد آمپر خروجی ِتنظیم شده افزایش دهید.
اگرچه عکسهای بالا نشان نمیدهند، اما قوس طولانی مدت میتواند باعث ایجاد تخلخل (حباب هوا) در داخل جوش، پاشش روی فلز پایه و ایجاد ترک در پای مفصل شود.
دیگر متغیرهای مهم در جوشکاری
موقع برنامهریزی عملیات جوش، علاوه بر CLAMS، چند متغیر دیگر هم باید در نظر گرفته شوند:
طراحی مشترک و تناسب در جوشکاری
نحوه آمادهسازی صفحات کار (یا ساختار ثابت) برای جوشکاری میتواند بیشتر از هر چیزی به نتیجه عملیات کمک کند. مفاصل، لبههای مورب، سطوح ریشه و سطوح ِکار باید قبل از شروع جوش به صورت صاف و یکنواخت در کنار هم قرار بگیرند. نباید هیچ شکاف، ناصافی یا ناهماهنگی وجود داشته باشد.
به عنوان یک کارآموز، به راحتی میشود تصور کرد که وقتی فلز گرم میشود، همه چیز به طور طبیعی کنار هم قرار میگیرد و تمام نقاط خشن کوچک مثل یک شعبدهبازی ناپدید میشوند.
در واقع، اگر وقت خود را به انجام صحیح جوشکاری اختصاص ندهید، میتوانید هنر خود را خراب کنید.
نیازی به گفتن نیست که زاویه کنارههای مورب کار باید متناسب با ضخامت فلز و فرآیند جوشکاری مورد استفاده باشد. (نسبت به جوشکاری چوب، در جوشکاری میگ امکان زوایای تیزتر وجود دارد.)
شما همچنین باید صفحات خود را بچسبانید و در صورت نیاز از انواع گیره استفاده کنید تا از بسته شدن محل اتصال قبل از انجام جوش یا کجی ِناشی از گرما جلوگیری کنید.
تمیز کردن لبههای جوش، پیش از شروع جوشکاری هم مهم است. در حالی که بعضی از الکترودهای چوبی برای نفوذ در زنگزدگی و جریان مایع مذاب حوضچه طراحی شدهاند، ناخالصیهای سطح فلز همچنان میتوانند مشکلاتی را ایجاد کنند. و در حالی که کار با فولاد کم کربن بسیار سادهتر از دیگر فلزات است، باید عادت تمیز کردن یا صیقل دادن مناطقی را که قصد جوشکاری دارید، همیشه رعایت کنید.
اندازه در جوشکاری
بعنوان یکی دیگر از متغیرهای مهم، ضخامت فلز پایه باید تعیینکننده قطر الکترود، میله، سیم یا مشعلی که برای جوشکاری استفاده میکنید و همچنین ولتاژ، سرعت سیم و یا تنظیمات فعلی شما باشد.
بسیاری از دیگر عوامل مربوط به اندازه هم باید در نظر گرفته شوند، اما ضخامت فلز معمولاً حرف اول را میزند.
پراکندگی حرارت در جوشکاری
فلزات مختلف گرما را به طور متفاوتی پخش میکنند. جرم قطعات کار شما هم موثر است چون قطعات کار ظریفتر خیلی سریعتر از قطعات بزرگ و سنگین گرم میشوند.
فولاد کم کربن در صورتیکه خیلی گرم شود، میتواند بسیار بخشنده باشد؛ اما اگر حرارت ورودی و خروجی صفحات یا لولهها را کنترل نکنید ممکن است، استحکام کششی یا سایر خصوصیات خود را از دست بدهند.
همانطور که با خواص شیمیایی و مکانیکی فلزات و آلیاژهای مختلف بیشتر آشنا میشوید، ممکن است تصمیم بگیرید که حرارت دادن ِفلز (قبل یا بعد از جوشکاری) را جزو بخشی ازعملیات خود قرار بدهید.
سرد کردن صفحات پس از جوشکاری، عملی است که معمولا بعد از نیمسال اول کارگاه جوشکاری مورد کملطفی قرار میگیرد؛ به این دلیل که ماده خنک کننده بر روی فلز، اثری آسیب زننده دارد و میتواند آن را شکننده کند.
یک کلاس متالوژی انواع مختلف عملیات حرارتی و مزایای آنها، مثل محکم کردن فلز، خنک کردن آن و عملیات حرارتی برای از بین بردن فشار را به جوشکاران آموزش میدهد.
منبع: WeldGuru