جوشکاری فیوژن یا ذوبی چیست؟
|
0
جوشکاری ذوبی یا جوشکاری فیوژن روشی است که با حرارت دادن برای ترکیب یا ذوب دو یا چند ماده استفاده میشود. این روش ممکن است با استفاده از مواد پرکننده و یا بدون آن انجام شود. اعمال فشار بیرونی برای فرآیندهای جوشکاری ذوبی مورد نیاز نیست، به استثنای جوشکاری مقاومتی، که در آن فشار تماسی قابل توجهی برای اتصال مناسب ضروری است.
جوشکاری چیست؟
جوشکاری یک فرآیند تولید است که از طریق آن میشود دو یا چند ماده مشابه یا متفاوت را به طور ایمن با ادغام آنها به یکدیگر متصل کرد. این اتصال میتواند با یا بی کاربرد اجزای پرکننده، گرما یا فشار خارجی باشد.
فرآیندهای جوشکاری به دو دسته تقسیم میشوند: جوشکاری ذوبی و جوشکاری حالت جامد، بر اساس ذوب مواد پایه یا بدون آن. اگر سطوح محو شده اجزای اصلی همراه با مواد پرکننده ذوب شوند و مهرهجوش را تشکیل دهند، به آن جوش ذوبی میگویند.
از طرف دیگر، اگر در طول جوشکاری هیچ ذوبی اتفاق نیفتد، این جوشکاری حالت جامد است. با این حال، اجزای اصلی را میشود در جوشکاری حالت جامد تا دماهای شدید گرم کرد (اما کمتر از نقطه جوش آن).
جوشکاری فیوژن چیست
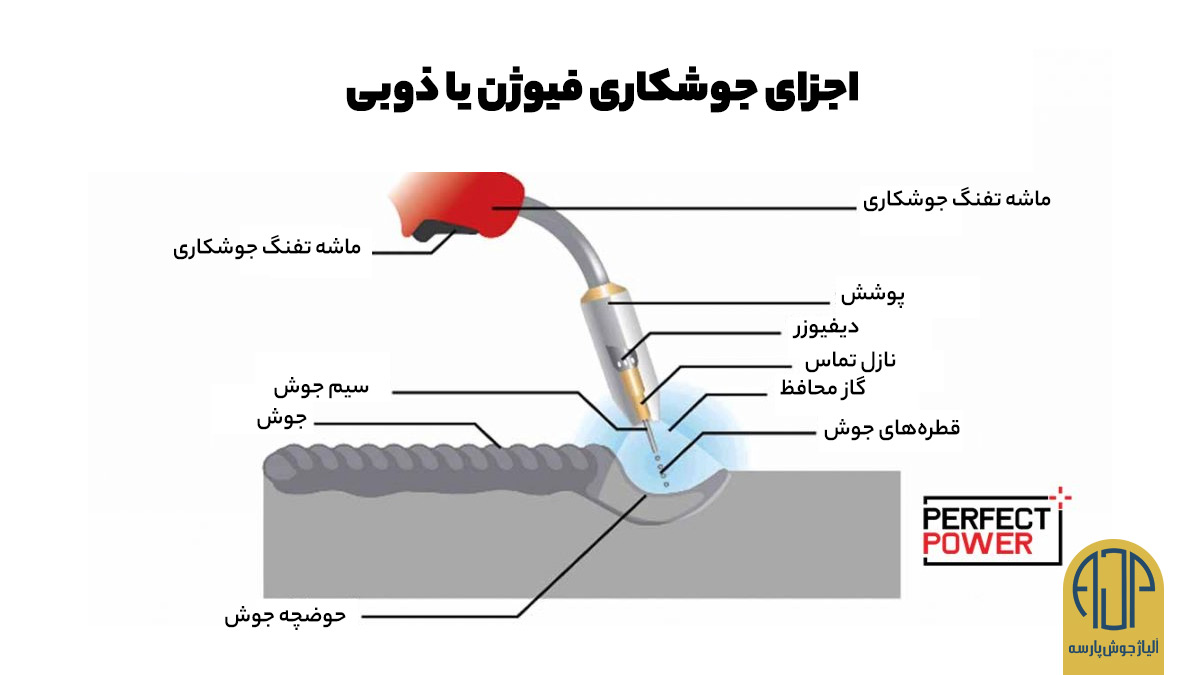
جوشکاری فیوژن شامل روشهایی است که در حین جوشکاری سطوح اصلی تماس و همچنین مواد پرکننده به منظور ایجاد مهرههای جوش، مذاب میشوند. بنابراین گرما اغلب با این فرآیندها مرتبط است.
اعمال فشار بیرونی برای این فرآیندها مورد نیاز نیست، به جز برای گروه جوشکاری مقاومتی که برای اطمینان از ایجاد اتصال جامد در طول آن به حفظ فشار تماس قابل توجهی نیاز است. ممکن است این جوش به مواد پرکننده نیاز داشته یا نداشته نباشد.
فرآیندهای مختلف جوشکاری فیوژن یا ذوبی
در مورد جوشکاری ذوبی، فرآیندهای مختلف جوشکاری ذوبی مهمترین چیزهایی هستند که باید درک شوند. این فرآیندها بر اساس منبع گرما طبقهبندی میشوند، به عنوان مثال: انرژی بالا، مقاومت الکتریکی، گاز و قوس الکتریکی.
بر این اساس، فرآیندهای مختلف جوشکاری ذوبی به شرح زیر است:
فرآیندهای جوشکاری قوس الکتریکی
جوشکاری قوس الکتریکی رایجترین روش جوشکاری ذوبی است که از آن برای اتصال دو یا چند قسمت استفاده میشود.
با داشتن قوس الکتریکی که حرارتش تا شش هزار درجه فارنهایت میرسد، این روش جوشکاری ذوبی در ذوب سختترین فلزات هم کارآمد است.
امکان انجام جوشکاری قوس حتی در زیر آب، آن را به یک راه حل عالی برای سرمایهگذاریهای دریایی تبدیل کرده است. متداولترین فرآیندهای جوشکاری ذوبی که امروزه مورد استفاده قرار میگیرد، شامل موارد زیر است:
جوشکاری قوس فلزی محافظ (SMAW)
این جوش که اغلب به نام جوشکاری استیک، جوشکاری با قوس محافظ شار یا جوشکاری قوس دستی (MMAW) هم شناخته میشود، برای جوشکاری روی اجزای آهنی و غیر آهنی مفید است.
جوشکاری میگ و مگ
اغلب به این دو روش، جوشکاری قوس فلزی با گاز هم میگویند. در این فرآیندها که امروزه به طور چشمگیری رایج هستند، یک قوس الکتریکی بین قطعه کار و سیمجوش ایجاد و منجر به ذوب و اتصال میشود.
در مورد جوشکاری میگ، از یک گاز محافظ برای ایمن کردن جوش در برابر مواد شیمیایی موجود در هوا یا اکسیداسیون استفاده میشود.

جوشکاری با گاز بی اثر تنگستن
جوشکاری تیگ یک روش قوس الکتریکی است که با استفاده از الکترود تنگستن غیرقابل مصرف، قوسی را بین صفحه پایه و الکترود ایجاد میکند که در برابر اکسیداسیون یا آلودگیهای دیگر در جو بعنوان گاز محافظ بی اثر عمل میکند.
این روش را میشود روی قطعات نازک استفاده کرد، اما برای قطعات سنگینتر با کمک لوله، میله یا مواد مصرفی انجام میشود.
جوشکاری قوس پلاسما (PAW)
این روش از قوس الکتریکی تولید شده بین نازل مشعل و الکترود استفاده میکند. گاز (معمولاً آرگون) در داخل منطقه توسط قوس یونیزه و باعث تولید جرقه میشود.
بعد از درون یک نازل مسی ریز وارد میشود، که قوس را مهار و آن را به قطعه کار هدایت میکند. به این ترتیب قوس جرقه را قادر میسازد از گاز محافظ (که معمولاً ترکیبی از هیدروژن و آرگون است) جدا شود.
جوشکاری زیرپودری (SAW)
یک روش معمول جوشکاری قوس الکتریکی است که از یک الکترود قابل استفاده با تغذیه فعال و یک پوشش شار همجوشی استفاده میکند که با مذاب شدن نفوذپذیر میشود و یک مسیر جریان بین الکترود و قطعه کار ایجاد میکند. پلاسما علاوه بر از بین بردن پرتوهای فرابنفش و گازها، لکه شدن را هم متوقف کرده و آتش میگیرد.
جوشکاری قوسی با مفتول تو پودری (FCAW)
این روش که به عنوان جایگزینی برای جوشکاری قوس فلز محافظتی ایجاد شده، از یک الکترود نابود شدنی که بطور منظم تغذیه میشود با شار و یک ولتاژ ثابت یا منبع تغذیه با ولتاژ ثابت استفاده میکند. این فرآیند همچنین اغلب فقط با بکار بردن شار، از یک گاز محافظ استفاده کند (برای اطمینان از ایمنی در مقابل جو).

فرآیندهای جوشکاری با گاز
امروزه متداول ترین فرآیند جوشکاری گازی به شرح زیر است:
جوشکاری با سوخت اکسیژن
جوشکاری با سوخت اکسی که اغلب با نامهای جوشکاری گاز و جوشکاری اکسی استیلن هم شناخته میشود، فرآیندی است شامل یک لوله دمنده یا مشعل که میتوان آن را با ترکیبی از استیلن و اکسیژن در دست نگه داشت که میسوزد و ایجاد روشنایی میکند. جوشکاری با سوخت اکسیژن، که شکلی از جوشکاری ذوبی مبتنی بر حلّال است، به عنوان منبع سوخت نیاز به استفاده از شعله برای ذوب و اتصال سطوح، با استفاده از اکسیژن دارد.
به طور طبیعی، آتش به اکسیژن نیاز دارد و همین نکته اساس جوشکاری با سوخت اکسیژن است؛ به این معنا که سوخت این آتش توسط اکسیژن ایجاد میشود تا شعله داغی بیشتر از چهار هزار و پانصد درجه فارنهایت تولید کند.
در جوشکاری سوخت اکسیژن معمولاً از مخلوطی از گاز قابل احتراق و اکسیژن برای تولید شعله داغ بمنظور اتصال مواد به یکدیگر استفاده میشود.
فرآیندهای جوشکاری مقاومتی
امروزه متداولترین فرآیندهای جوشکاری مقاومتی مورد استفاده قرار می گیرد:
جوشکاری نقطهای مقاومتی
این روش اتصال ساده، بسته به ضخامت قطعه کار و خواص مواد، گرما را در دو الکترود تولید میکند. ولتاژ جوش به یک مکان کوچک محدود است، چون قطعات کار به طور همزمان به هم متصل میشوند.
جوشکاری درز مقاومتی
این شکل از جوش نقطهای با تعویض الکترودهای جوشکاری نقطهای سنتی با دیسکهایی که در حین چرخش قطعات کار در بین آنها جابهجا میشوند، دنبالهای از قطعات متناوب مفصلی پایدار ایجاد میکند.

فرآیندهای جوشکاری با انرژی بالا
جوشکاری پرتو الکترونیکی (EBW)
این روش جوشکاری در شرایط جوی و با استفاده از موجی از الکترونهای سرعت بالا برای ذوب قطعات کار انجام میشود، چون الکترونها موقع ورود به مواد، گرما تولید میکنند. این جوشها عمدتاً نازک و عمیقاند.
جوشکاری پرتو لیزر (LBW)
در این روش که اغلب در کاربردهای با حجم زیاد بکار میرود، برای اطمینان از منبع انرژی متمرکز با دقت بالا از پرتو لیزر که خاص اتصال پلیمرها و فلزات است، استفاده میشود. اغلب به عنوان جوش لیزری نامیده میشود و از انرژی نور برای تولید گرما استفاده میکند.
دستگاه جوش لیزری اساساً نور پراکنده شده را بر روی سطوح میتاباند و آنها را با هر انفجار کمی گرمتر و با ذوب کردن به هم متصل میکند.
مزایا و معایب فرآیندهای جوشکاری فیوژن (ذوبی)
مزایای جوشکاری فیوژن (ذوبی)
- جوش دادن دو یا چند جزء در یک مرحله آسان انجام میگیرد.
- میشود آن را به راحتی به مواد پرکننده اضافه کرد و حتی با آن یک شکاف بزرگ را پر کرد.
- طراحی اتصال و آماده سازی لبهها مهم نیست، چون این متغیرها بیشتر بر نفوذ احتمالی تأثیر میگذارند.
- نیازی به اعمال فشار خارجی نیست و بنابراین، شکل عنصر اصلی مهم نیست (یک ساختار مناسب برای ایجاد فشار به طور یکنواخت مورد نیاز است)

معایب جوشکاری فیوژن (ذوبی)
- اتصال فلزات مختلف از طریق جوش ذوبی کار دشواری است، به خصوص اگر فلزات دارای نقاط ذوب و ضرایب انبساط حرارتی متفاوتی باشند.
- این روش با تخریب و تولید فشار ِباقیمانده مرتبط است چون نیازمند همجوشی و انجماد است.
- گرمای شدید به طور قابل توجهی بر زیرساختار مواد اصلی تأثیر میگذارد.
- قطعات لحیم کاری شده شامل یک منطقه متاثر از حرارت، قابل اندازه گیری (HAZ) است که اغلب به عنوان جزء آسیبپذیر مجموعه جوش داده شده محسوب میشود.
نتیجهگیری
در این مقاله، فرآیندهای مختلف جوشکاری ذوبی و همچنین مزایا و معایب اصلی این فرآیند جوشکاری را مورد بحث قرار دادیم. با این اطلاعات، میتوانید تصمیم بگیرید که آیا استفاده از فرآیندهای جوشکاری ذوبی برای برنامه شما انتخاب درستی است یا خیر و همچنین میتوانید از کدام فرآیند جوشکاری فیوژن برای نیاز خود استفاده کنید.
منبع: Welding Headquarters





