آنچه باید در مورد الکترود جوشکاری بدانیم
|
0
چه یک جوشکار حرفهای باشید و چه از علاقهمندان به انجام کارهای خودتان، باید بدانید که الکترودهای جوش چه هستند و چه مزایا و معایبی دارند.
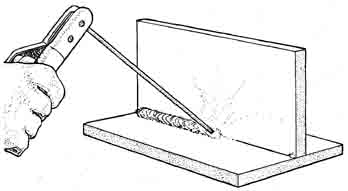
آیا واقعا میدانید الکترودهای جوشکاری چه هستند؟ الکترودهای جوشکاری سیمهای طویلی هستند که به دستگاه جوش متصل میشوند تا قوس الکتریکی ایجاد کنند. جریان از این سیم عبور و قوسی تولید میکند که موجب ایجاد گرمای زیاد برای ذوب و همجوشی فلز میشود. انواع اصلی الکترودها عبارتند از:
- الکترودهای مصرفی
- الکترودهای غیر مصرفی
این نوشتار به شما کمک میکند تا تفاوت انواع مختلف الکترودهای جوش را درک کنید و ایده خوبی از نقاط قوت و ضعف آنها به شما میدهد تا بتوانید بهترین انتخاب را برای کاربردهای جوشکاری خود تعیین کنید.

الکترودهای جوشکاری مختلف
الکترودها و سیمجوشهای مورد استفاده برای جوشکاری میگ و جوشکاری استیک نمونههایی از الکترودهای مصرفی هستند. آنها دارای مواد پرکننده هستند که برای ایجاد اتصالات جوش ذوب میشوند.
از طرف دیگر در جوشکاری تیگ از الکترودهای غیر مصرفی استفاده میشود. این الکترودها بیشتر از تنگستن تشکیل شدهاند که به دلیل نقطه ذوب بالایی که دارد (بر خلاف الکترودهای مصرفی) ذوب نمیشود. این الکترود فقط برای جوشکاری یک قوس الکتریکی فراهم میکند و مواد پرکننده از سیمی (سیمجوش تیگ) به دست میآید که به صورت دستی تغذیه میشود.
پس، تفاوت اصلی بین این دو الکترود در این است که الکترودهای مصرفی ذوب میشوند، اما الکترودهای غیر مصرفی ذوب نمیشوند.
خود ِاین دو نوع الکترود، دارای چندین نوع الکترود هستند.
۱. الکترودهای مصرفی
الکترودهای مصرفی کلید جوشکاری قوس دار، میگ و شار هستند. الکترودهای مصرفی که برای جوشکاری استیک استفاده میشوند، الکترودهای استیک نامیده میشوند و شامل الکترودهای با پوشش سنگین، قوس محافظ و الکترودهای با پوشش سبک هستند.
الکترودهای روکشدار
همانطور که از نام آن پیداست، الکترودهای با پوشش نازک دارای پوشش نازکی بر روی سطح خود هستند که با روشهایی مثل پاشش و براشینگ ایجاد شدهاند. این الکترودها و پوششهای آنها ساخته شده از چندین ماده مختلفاند و ماده پرکننده آنها شباهت زیادی به فلز پایه جوش داده شده دارد.

پوشش نازک همچنین هدف حیاتی دیگری را انجام میدهد. این پوشش ناخالصیهایی مثل گوگرد و اکسید را کاهش میدهد تا جوش با کیفیتتری ایجاد شود. همچنین امکان ذوب مداوم مواد پرکننده را فراهم میکند تا شما نهایتا یک مهره جوش صاف و قابل اعتماد داشته باشید.
از آنجایی که پوشش نازک است، سرباره تولید شده خیلی ضخیم نیست. الکترودهای قوس محافظ تا حدی شباهتهایی به الکترودهای با پوشش نازک دارند، با این تفاوت که آنها پوشش ضخیمتری دارند. این الکترودهای سنگین برای کاربردهای جوشکاری سختتر، به عنوان مثال، جوشکاری چدن مناسب هستند.
– الکترودهای بدون روکش (لخت)
استفاده از الکترودهای لخت میتواند مشکل باشد چون قوس تا حدودی ناپایدار و کنترل آن دشوار است. پوشش نازک باعث افزایش پایداری قوس الکتریکی میشود و در نتیجه مدیریت آن را برای شما آسانتر می کند. الکترودهای لخت کاربرد محدودی دارند. به عنوان مثال، آنها برای جوشکاری فولاد منگنزی استفاده می شوند.
– الکترودهای قوس محافظ
الکترودهای قوس محافظ دارای سه نوع پوشش مختلف هستند که اهداف متفاوتی را انجام می دهند. یک نوع پوشش آن حاوی سلولز است که از یک لایه گاز محافظ برای محافظت از ناحیه جوش استفاده میکند. نوع دوم پوشش دارای مواد معدنی است که سرباره تولید میکند و نوع سوم پوشش ترکیبی از مواد معدنی و سلولز است.
الکترودهای قوس محافظ یک لایه گاز محافظ ایجاد میکنند که مانع مؤثری برای محافظت از ناحیه داغ جوش در برابر آلودگی و خوردگی هوای اطراف است و منجر به جوشهای قویتر و قابل اطمینانتر میشود. ناحیه داغ جوش باید در برابر گازهای جوی مثل نیتروژن و اکسیژن که با فلز ِداغ واکنش میدهند و جوشهای شکننده، متخلخل و ضعیف ایجاد میکنند، ایمن نگه داشته شود.
الکترودهای قوس محافظ، گوگرد، اکسیدها و سایر انواع ناخالصیها را در فلز پایه به حداقل میرسانند تا جوشهای منظم، صاف و تمیز ایجاد کنند. این الکترودهای پوششدار همچنین قوس الکتریکی پایدارتری نسبت به الکترودهای بدون روکش (لخت) تولید میکنند که باعث میشود جوشکاری قابل کنترلتر و پاشش کمتر باشد.
الکترودهای قوس محافظ هم به دلیل پوشش معدنی، سرباره تولید میکنند و به نظر میرسد که حذف این سرباره دردسرساز باشد، اما هدف مفیدی دارد. این سرباره در مقایسه با الکترودهای قوس محافظ بسیار کندتر خنک میشود و در نتیجه ناخالصیها را بیرون کشیده و به سمت سطح میفرستد. در نتیجه، جوشهای باکیفیت و تمیز، بادوام و قوی بدست میدهد.
۲. الکترودهای غیر مصرفی
درک الکترودهای غیرمصرفی نه تنها به این دلیل که ذوب نمیشوند بلکه به این دلیل که فقط دو نوع مختلف دارند سادهتر هستند.
– الکترودهای کربن
اولین نوع آن، الکترود کربنی است که هم برای برش و هم برای جوش استفاده میشود. این الکترود که از گرافیت کربن ساخته شده، ممکن است با یک لایه مس پوشانده شود یا لخت بماند.
انجمن جوش آمریکا هیچ مشخصاتی برای این نوع الکترود صادر نکرده، با این حال مشخصات نظامی برای الکترودهای کربن وجود دارد.
– الکترودهای تنگستن و انواع مختلف آنها
نوع دوم الکترود غیر مصرفی، الکترود تنگستن است که برای جوشکاری تیگ استفاده میشود. این الکترودها از تنگستن خالص (که دارای نشانههای سبز رنگ هستند)، تنگستن حاوی ۰.۵-۰.۳٪ زیرکونیوم (که دارای نشانههای قهوهای هستند)، تنگستن با ۲٪ توریوم (که دارای نشانههای قرمز هستند) و تنگستن حاوی ۱٪ توریوم (که دارای رنگ زرد است) هستند.
الکترودهای غیر مصرفی ساخته شده از تنگستن خالص، کاربرد محدودی دارند و به دو دلیل برای کارهای جوشکاری سبک مناسب هستند. اول اینکه، تنگستن خالص دوام و استحکام آلیاژهای تنگستن را ندارد و دوم، تنگستن خالص میتواند با جریان بالا دچار مشکلاتی شود.
الکترودهای تنگستن با ۰.۵-۰.۳٪ زیرکونیوم با جریان متناوب نتایجی عالی را ارائه میدهند. آنها نسبت به تنگستن خالص پیشرفتهتراند، اما به خوبی الکترود تنگستن با محتوای توریم نیستند.
الکترودهای تنگستن با محتوای توریم ۲-۱٪ از پرکاربردترین الکترودهای غیر مصرفی هستند چون عمر طولانیتری دارند و نسبت به سایر انواع الکترودهای تنگستن مقاومت بالاتری دارند. آنها میتوانند در مقایسه با الکترودهای تنگستن خالص برای جریانهای بالاتر استفاده شوند. این الکترودها همچنین کنترل قوس بیشتری را فراهم میکنند و راهاندازی آسانتری دارند.

هنگام استفاده از الکترودهای تنگستن، اگر استوانهای ساده دارند، بهتر است از حداکثر جریان مجاز استفاده شود وگرنه کنترل قوس و حفظ آن دشوار میشود.
برای کنترل و پایداری بهتر قوس، باید نوک این الکترودها را تا یک نقطه رنده کنید تا مخروطی شوند. اگر این کار را انجام دهید، باید به جای دستگاههای جوش با جریان مستقیم، راه اندازی لمسی را انتخاب کنید. به یاد داشته باشید که اگر الکترودهای مخروطی را با استفاده از شروع لمسی انتخاب کنید، الکترودهای تنگستن با توریم و زیرکونیوم نسبت به الکترودهای تنگستن خالص دوام بهتری خواهند داشت.
نحوه خواندن کد روی الکترودهای استیک
اکنون که درک خوبی از اصول اولیه پیدا کردید، زمان آن رسیده که با طبقهبندی میلههای جوشکاری عمیقتر آشنا شوید.
این طبقهبندی برای الکترودهای استیک فاکتورهای مختلفی مثل درصد پودر آهن، مناسبترین موقعیت جوش، استحکام کششی، مواد پوشش و قطر را در نظر میگیرد.
از الکترودهای مصرفی که ضخیمتر از بخش فلزی هستند استفاده نکنید. رایجترین قطر الکترود مورد استفاده ۳۲/۳ اینچ است. با این حال، در بعضی از کاربردها به قطر الکترودهایی نیاز است که بتواند پنج برابر بزرگتر یا فقط ۱۶/۱ اینچ باشد.
استحکام کششی حداکثر نیرویی است که جوش میتواند تحمل کند. برای ایجاد یک جوش بادوام و مطمئن، باید از الکترودی استفاده کنید که نسبت به فلز پایه مواد پرکننده قویتری داشته باشد. اگر ماده پرکننده ضعیفتر از فلز پایه باشد، اتصال جوش تبدیل به نقطه ضعیفی میشود که میتواند به راحتی شکسته شود.
درصد پودر آهن الکترود هم مهم است چون در اثر حرارت جوشکاری به فولاد تبدیل میشود. درصد پودر آهن بالاتر به این معناست که هر الکترود میتواند مواد پرکننده بیشتری را برای جوش دادن قطعات بیشتر در اختیارتان قرار دهد. با این حال، باید در نظر داشته باشید که بعید است درصد آهن از ۶۰٪ بیشتر شود.
با درک این ویژگیها، حالا میتوانید کد طبقهبندی این الکترودها را در نظر بگیرید.

به عنوان مثال، ممکن است با E6010 برخورد کنید. “E” به این واقعیت اشاره دارد که این یک الکترود است. دو رقم اول که به دنبال “E” قرار میگیرند، استحکام کششی را نشان میدهند. “60” در اینجا به این معناست که استحکام کششی 60000 پوند بر اینچ مربع است.
بنابراین باید چهار صفر به این دو رقم اضافه کنید تا استحکام کششی الکترود مشخص شود. بنابراین عدد 70 نشان دهنده استحکام کششی 70000 پوند بر اینچ مربع است.
اگر پنج رقم باشد، سه رقم اول بعد از “E” به استحکام کششی اشاره دارد.
دومین رقم آخر نشان دهنده موقعیتی است که میتوانید برای آن از الکترود استفاده کنید. “1” به این معناست که شما میتوانید از الکترود برای همه موقعیتهای بالای سر، افقی، عمودی و مسطح استفاده کنید. “2” به این معناست که الکترود فقط برای موقعیتهای افقی و صاف مناسب است.
رقم آخر، همراه با رقم ماقبل آخر، به شما در مورد پوشش میگوید. این اطلاعات به شما در تصمیم گیری در مورد جریان مناسب جوش کمک میکند. سازنده الکترود جدولی را ارائه میدهد که تنظیمات جاری برای پوششهای مختلف را با توجه به دو رقم آخر فهرست میکند.
پرسشهای مرتبط
– الکترودهای جوشکاری از چه ساخته شده اند؟
یک الکترود جوش از دو جزء ایجاد میشود: فلز واقعی و همچنین پوشش شار. آلیاژ ممکن است از جنس فولاد ملایم، چدن، فولاد ضد زنگ، فولاد با کشش بالا، برنز یا آلومینیوم باشد.
– اعداد روی الکترود 7018 به چه معناست؟
در این روش طبقهبندی، 2 یا 3 عدد اول نشان دهنده سختی کششی محصول پیوندی است که میتواند بر حسب کیلو پوند بر اینچ مربع (kpi) اندازه گیری شود. در E7018، 70 نماد 70000 پوند بر اینچ مربع یا 70 کیلو پوند بر اینچ مربع است.
– الکترود 6012 برای چه مواردی استفاده میشود؟
از میلههای جوش 6012 برای وصل کردن یک اتصال باز در بین دو مفصل استفاده کنید. جوشکارهای حرفهای در موقعیت مسطح بخاطر جوش فیلهای سریع و جریان بالا از الکترود 6012 استفاده میکنند.
منبع؛ Welding Headquarters