جوشکاری با الکترود و اصول اولیه آن برای مبتدیان
|
0
جوشکاری با الکترود یا جوشکاری استیک یکی از قدیمیترین انواع جوشکاری است که امروزه هم مورد استفاده قرار می گیرد و راه اندازیاش ساده و یادگیری آن نسبتاً آسان است؛به همین خاطر، خیلی از افراد آن را برای جوشکاران مبتدی توصیه میکنند.
جوشکاری با الکترود چیست؟ (MMA)
جوشکاری قوس فلزی دستی (MMA) یک فرآیند جوشکاری قوس الکتریکی است که در آن یک قوس بین یک الکترود با پوشش شار و فلز پایه تشکیل میشود و الکترود را در قطعه کار ذوب میکند و جوش را ایجاد میکند.
MMA همچنین به نام جوشکاری قوس فلزی محافظ (SMAW) هم شناخته میشود، اما معمولاً به آن جوشکاری استیک میگویند، چون در این روش از الکترودهای چوب مانند برای جوش استفاده میشود.
جوشکاری با الکترود چگونه کار میکند؟
جوشکاری الکترود که چون از کمترین تجهیزات استفاده میکند یکی از سادهترین انواع جوشکاری است، برای مشتعل کردن یک قوس که توسط تمام اجزای دستگاه جوشکاری تشکیل شده، به یک مدار الکتریکی کامل نیاز دارد.
ابتدا یک نگهدارنده الکترود به دستگاه جوشکاری متصل میشود و خود الکترود داخل نگهدارنده قرار میگیرد. نگهدارنده الکترود یک “مشعل” خیلی سادهتر و تنها هدف آن نگهداشتن الکترود و عبور جریان جوش از طریق آن است و اصلاً هیچ دکمه یا شماره گیری در آن دخیل نیست.
الکترود با ضرباتی به فلز پایه برخورد میکند و باعث اشتعال قوس بین این دو میشود. الکترودهای مورد استفاده در این نوع جوشکاری، الکترودهای مصرف شدنیاند، چون در فلز پایه ذوب میشوند و جوش را تشکیل میدهند.
این نیمه اول مدار الکتریکی انجام شده است.
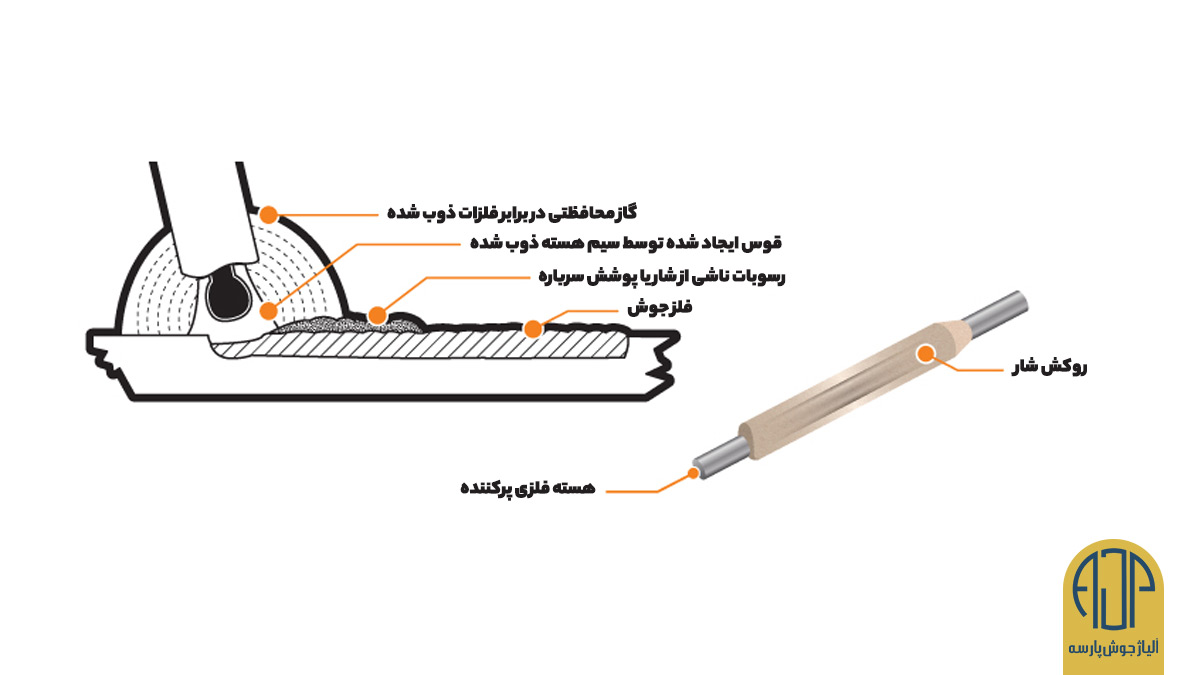
برخلاف روش میگ یا تیگ، جوشکاری استیک نیازی به گاز خارجی ندارد. در عوض، پوشش شار بیرونی روی هر الکترود برای محافظت از جوش در حین ذوب شدن عمل میکند. پوشش شار همراه با فلز ذوب میشود و گازهایی را از داخل به شکل حباب به سمت سطح آزاد میکند.
این گازهای داخلی از جوش در برابر آلایندههای بیرونی محافظت میکنند تا زمانی که گودال شروع به خنک شدن کند. پوشش شار، بعد از ذوب شدن، لایهای از سرباره را روی جوش نهایی تشکیل میدهد که برای دستیابی به یک جوش تمیز و تمام شده، باید حذف شود.
نیمه دوم مدار گیره زمینی است. اگر دستگاهتان به گیره زمینی مجهز نباشد، الکترود شما قوس تشکیل نمیدهد. دستگاه باید به گیره تمیز و لخت متصل شود، چون گیره بد باعث ایجاد مشکلاتی از جمله قوس سرگردان میشود.
بنابراین، برای تکمیل مدار، مطمئن شوید که گیره خود را هم به دستگاه و هم به نقطهای تمیز روی فلزی که در حال جوشکاری هستید وصل کردهاید.
انتخاب و خرید الکترود مناسب
طیف وسیعی از الکترودهای مختلف برای جوشکاری استیک وجود دارد که هر کدام با کد طبقه بندی خاص خود مهر شدهاند که معرف مشخصات هر الکترود است: مثلا برای الکترودهای فولادی ملایم، یک “E” به دنبال یک کد 4 رقمی (بطور مثال E6013) وجود دارد.
در اینجا خلاصهای از معنای هر قسمت از کد آورده شده است:
- E مخفف الکترود است، یعنی هر الکترود فولادی ملایم با E شروع میشود.
- دو عدد اول (60) نشان دهنده استحکام کششی الکترود بعد از جوش خوردن است. تقریباً هر الکترود با اعداد یا ۶۰ یا ۷۰ برچسب گذاری میشود، چون مقاومت کششی ۶۰۰۰۰ کیلو پوند/اینچ مربع تا ۷۰۰۰۰ کیلو پوند/اینچ مربع تقریباً هر فلزی را شامل میشود.
عدد سوم (1) موقعیتهایی را برای جوش نشان میدهد که میشود از آن استفاده کرد. تنها سه گزینه از این عدد وجود دارد: 1 (همه موقعیتها)، 2 (مسطح و افقی) و 3 (فقط تخت).
عدد چهارم (3) به نوع پوشش فلاکس اشاره دارد که از ۹ نوع مختلف و با ویژگیهای خاص وجود دارد.
به طور کلی، رایجترین الکترودهایی که برای فولاد نرم استفاده میشود E6010، E6011، E6013، E7016، E7018 و E7024 هستند. الکترودهای فولادی ضد زنگ با درجه فلزی خود، به عنوان مثال، با کد 309L مشخص شدهاند.
با این حال، زمانی که صحبت از یادگیری جوشکاری به میان میآید، استفاده از E6013 را توصیه میکنیم، چون این الکترود برای اهداف عمومی در نظر گرفته میشود، در همه برنامهها به خوبی کار میکند و همگی آنها تمامموقعیتی هستند و ضربه زدن به آنها آسان است.
اندازه الکترود مورد نیاز شما به ضخامت صفحه بستگی دارد. به طور کلی، یک الکترود با قطر ۲.۵ میلیمتر برای صفحات ۶-۳ میلیمتری، الکترود ۳.۲ میلیمتری برای صفحات ۱۲-۶ میلیمتری و یک الکترود ۴ میلیمتری برای صفحات ۲۵-۱۲ میلیمتری مناسب است.
تنظیمات
بهترین بخش در مورد جوشکاری استیک اینست که تنها به یک تنظیم نیاز است: آمپراژ. چیزهایی که باید آمپرهای خود را برایشان تنظیم کنید، چند موردند: از جمله نوع و قطر الکترود، ضخامت فلز پایه و موقعیت جوش شما.
اکثر بستههای الکترود دارای طیف توصیهشدهای از آمپراژ هستند که الکترود میتواند از عهده آن برآید و یا در آن ذوب شود. بنابراین حتی اگر در مورد آمپر مورد نیاز ایدهای ندارید، این توصیهها نقطه شروع خوبی را فراهم میکنند. شروع از حد متوسط توصیه شده و تنظیم کردن ِبیشتر یا کمتر (بر طبق نیاز)، معمولاً بهترین راه برای یافتن مقداری است که برای کار شما لازمست.
قطبیت
جوشکاری الکترود را میشود هم با جریان مستقیم (DC) و هم با جریان متناوب (AC) انجام داد. در بیشتر موارد، الکترودها معمولاً روی قطب مثبت یا الکترود مثبت جریان مستقیم (DCEP) کار میکنند، به این معنا که جریان بار مثبت دارد و از منفی به مثبت میرود.
در این حالت، جریان از صفحه پایه به الکترود میرود. به نظر میرسد معکوس باشد، اما الکترود گرم شده و مذاب دوباره به درون صفحه برمیگردد و نفوذ جامد را فراهم میکند.
بعضی از الکترودها میتوانند روی قطب منفی یا الکترود منفی جریان مستقیم (DCEN) هم جوش داده شوند. جریان در جهت مخالف، از الکترود به داخل صفحه میرود، که نفوذ کمتری نسبت به DCEP دارد.
اگر الکترودی دارید که میتواند در جریان متناوب استفاده شود، متوجه خواهید شد که نفوذ جوش بین این دو قرار میگیرد. به اندازه DCEN کم عمق نیست اما به عمق آن هم نیست؛ به این دلیل که جریان در حین جوشکاری بین قطب مثبت و منفی تغییر میکند.
- بسته بندی هر الکترود میگوید که آیا باید در DCEP، DCEN یا AC استفاده شود.
- برای راه اندازی یک دستگاه جوش UNIMIG برای DCEP، کابل نگهدارنده الکترود را به پایه پانل مثبت (+) و گیره زمین را به پایه پانل منفی (-) وصل کنید.
- برای DCEN، کابل نگهدارنده الکترود را به پایه پنل منفی (-) و گیره زمین را به پایه پانل مثبت (+) وصل کنید.
- اگر الکترودی دارید که می تواند در جریان متناوب استفاده شود، به یک دستگاه AC/DC TIG نیاز دارید که برای جوشکاری تنظیم شده باشد.

فلزات
در بحث انواع فلزات مناسب برای استفاده در جوشکاری الکترود، باید گفت این روش کمترین کاربرد را دارد و فقط می تواند فلزات زیر را جوش بدهد:
فولاد نرم، فولاد ضد زنگ و چدن
کاربردها و ساختهای رایج الکترود استیک
جوشکاری الکترود علیرغم محدودیت دامنه فلزاتی که میتواند جوش بدهد، هنوز یکی از پرکاربردترین فرآیندهایی است که امروزه مورد استفاده قرار میگیرد و بعضی از کاربردهای رایج آن عبارتند از:
- ساختمانی
جوشکاری استیک پرکاربردترین نوع جوشکاری برای ساخت و سازهای عمده است. توانایی آن در جوشکاری فلزات بسیار ضخیم با پاسهای متعدد، آن را برای کارهای ساختمانی اصلی ایده آل میکند.
- جوشکاری فضاهای داخلی و خارج
از آنجایی که این روش بدون گاز است و ماشینهای اختصاصی چوبی نسبتاً کوچکاند و به دلیل قابلیت حمل آنها، اولین انتخاب برای کار هم در فضای باز و هم بسته است.
- جوشکاری ساخت و تعمیرات عمومی
جوشکاری استیک در حالی که نمیتواند ورقههای فلزی را جوش بدهد، ولی باز هم یک انتخاب مناسب برای قابها، نردهها، تعمیرات مزرعه و کارهای دیگر است.
- جوشکاری لولهها
لولههای گاز، لولههای نیروگاهها و هر نوع جوش لوله دیگری به طور کلی به این روش نیاز دارد، به خصوص برای اجرای ریشهای.
- کاربردهای سرگرمیهای خانگی و پروژههای DIY
راهاندازی ساده و هزینههای کمتر، دستگاه جوشکاری چوب را به انتخابی عالی برای کارهای خانگی آخر هفته تبدیل میکند، بهعلاوه که کوچک هم هستند و نگهداری آنها در انبار آسان است.
- جوشکاری استخراج
بدون نیاز به گاز، ماشینهای جوشکاری چوبی قابل حملترین و برای سایتهای استخراجی عالی هستند.
- جوشکاری زیر آب
در تمام جوشکاریهای زیر آب از جوشکاری استیک استفاده میشود چون تنها فرآیندی است که میتواند در آب اجرا شود.
مزایای جوشکاری الکترود استیک
دلایل زیادی وجود دارد که چرا این روش همچنان در صنعت جوشکاری محبوب است و چرا راه به جایی نمیبرد.
- جوشکاری الکترود استیک را میشود در هر جایی استفاده کرد. تا زمانی که به منبع تغذیه دسترسی دارید، می توانید از این دستگاه جوش استفاده کنید. آنها قابل حملترین دستگاهها هستند، چون مجبور نیستید هر کجا که میروید بطری بنزین را همراه خود ببرید.
- یادگیری این روش آسان است. سختترین قسمت جوشکاری چوبی ضربه زدن مداوم به قوس و بقیه مراحل آن فوق العاده ساده است؛ بخصوص به عنوان نقطه شروع جوشکاری، این روش عالی است.
- برای استفاده در فضای باز عالی است. از آنجایی که از گاز استفاده نمیکند، میتوانید بدون نگرانی در مورد پخش شدن گاز محافظ خود توسط باد، روی هر پروژهای در فضای باز کار کنید.
- بیدرد سر است! در حالی که روشهای میگ و تیگ نیاز به تمیز کردن کامل فلز پایه قبل از جوش دادن دارند، جوشکاری چوبی روی زنگ زدگی، برادهها و سایر آلایندهها هم عمل میکند. با این حال، این فقط تا حدی است و برای داشتن زیباترین جوش، بهتر است به تمیز کردن فلز اهمیت بدهید.
- مقرون به صرفه است. دستگاههای جوش چوبی اختصاصی، کمهزینهترین دستگاههایی هستند که میتوانید با هر میزان آمپراژ پیدا کنید، و تنها ابزار اضافی که برای شروع به کار نیاز دارید، الکترودها هستند.
- میتواند ضخیمتر جوش بدهد. ماشینهای چوبی میتوانند مواد ضخیمتر و الکترودهای ضخیمتر را (با همان آمپرآژ روش تیگ) جوش دهند.
معایب جوشکاری الکترود استیک
با وجود اینکه این روش مزایای خود را دارد، باز هم دلایلی وجود دارد که شما آن را انتخاب نکنید.
- خیلی کُند است. سرعت حرکت با یک الکترود، همراه با نیاز به گرفتن یک الکترود جدید (هر بار که الکترود قبلی تمام میشود)، آن را به روشی زمانبر برای جوشکاری تبدیل میکند.
- به هم ریختگی دارد. جوشکاری با استیک پاشش و دود زیادی تولید میکند، خیلی بیشتر از تیگ یا میگ. به علاوه، بعضی از این الکترودها تهاجمیتر هستند و پاشش بیشتری ایجاد میکنند.
- توقف اضافی وجود دارد. وقتی که کار جوش را تمام کردید، هنوز کمی کار اضافی برای حذف سرباره از روی جوش دارید که بسته به الکترودی که استفاده میکنید، این میتواند آسان یا کمی چالش برانگیز باشد.
- آنقدرها هم همه کاره نیست. این روش نمیتواند به اندازه میگ یا تیگ انواع فلز را جوش بدهد و بنابراین تعداد کاربردهای آن محدود است.
- نمیتواند فلزات نازک (نازک تر از 2 میلیمتر) را جوش بدهد. اگر میخواهید این کار را بکنید، می توانید DCEN را امتحان کنید تا نفوذ در جوش را کاهش بدهد و سوختگی را به حداقل برساند.
اگر میخواهید وارد حرفه جوشکاری شوید، جوشکاری استیک یک روش عالی و مقرون به صرفه برای یادگیری این فن است، و مهارتی است که میتواند در طیف وسیعی از کاربردها استفاده شود.
منبع: UniMig