دانشنامه
جوشکاری ورق فلزی نازک بسیار مشکل است. اگر بیش از حد از گرما استفاده کنید، ممکن است فلز در نهایت بسوزد و سوراخ شود. حرارت کم هم ممکن است منجر به عدم نفوذ جوش کافی و باعث ایجاد اتصالات شکننده شود. بنابراین برای اطمینان از اتصال موفقیتآمیز هنگام کار با ورقههای نازک، باید به نکاتی توجه داشته باشید:
به حداقل رساندن سوختن فلز
سوختگی موقعی رخ میدهد که استخر جوش ذوب شده، خود را از قطعه کار جدا میکند و در نتیجه به جای اتصال، یک سوراخ ایجاد میشود. این نقص به دلیل وارد کردن دمای بالا ایجاد میشود و رفع آن غیرممکن است و جوشکار باید دوباره روی قطعه کار جدیدی شروع به کار کند.
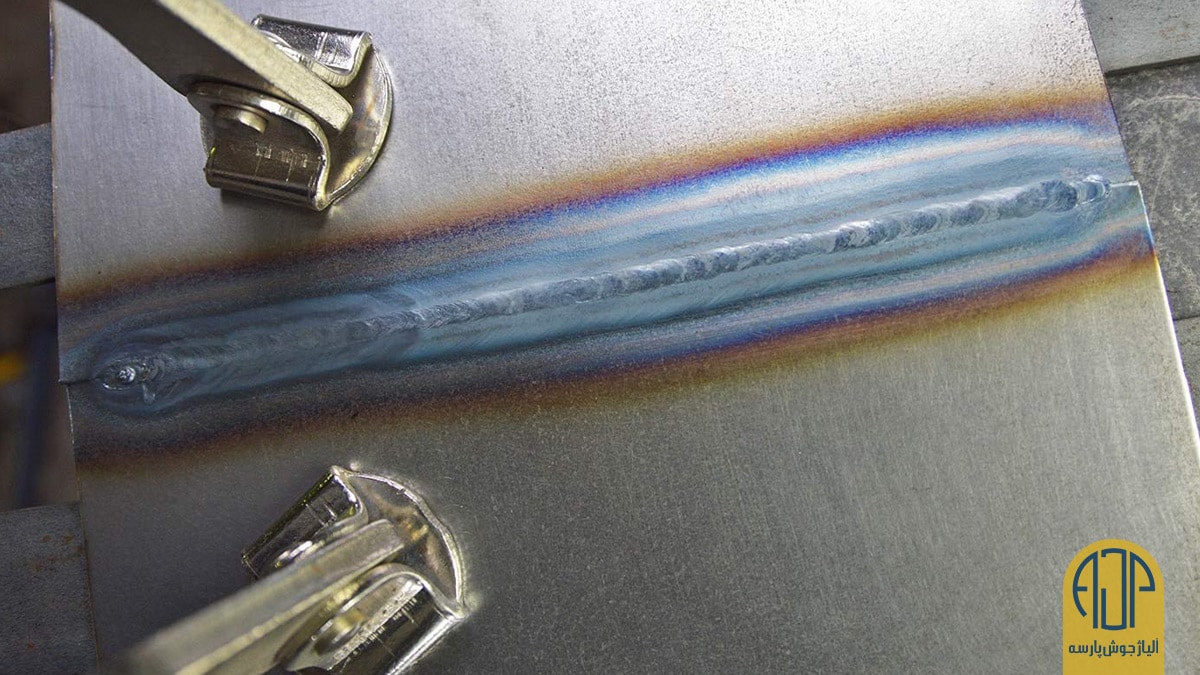
ظاهر مهرهجوش
از آنجا که کار روی ورقهای نازک استفاده از حرارت پایین را الزامی میکند، ممکن است شکل ظاهری مهرهجوش مقدار بیشتری پاشش ایجاد کند. جوشکارها معمولاً هنگام کار با فلزات پرکنندهء فولاد ضد زنگ با این مشکل روبرو میشوند.
زاویه مشعل
زاویه مشعل به میزان قابل توجهی بر میزان انتقال انرژی تأثیر میگذارد. موقع تصمیمگیری در مورد زاویه کار و سرعت حرکت باید خصوصیات فلز و نقطه ذوب آن را در نظر بگیرید. همه این عوامل بر روی میزان انرژی که فلز در یک زمان در معرضش قرار میگیرد تأثیر میگذارد و می تواند خطر سوختگی را افزایش یا کاهش دهد.
گاز محافظ
انتخاب گازمناسب به طور قابل توجهی بر میزان بهرهوری فرآیند تأثیر میگذارد. چون اگر انرژی را به اندازه موثر انتقال ندهد، میتواند اتصالات با کیفیت ضعیف تولید کند؛ اما اگر سرعت انتقال انرژی فوقالعاده بالایی داشته باشد، مقدار قابل توجهی پاشیدگی ایجاد میکند. میتوانید از روش جوشکاری گاز بی اثر تنگستن (TIG) یا گاز بی اثر فلزی (MIG) برای این نوع اتصالات استفاده کنید.
گاز بی اثر فلزی برای ورقهای نازک
جوشکاری گازی قوس فلز یا گاز بی اثر فلز متداولترین روش جوشکاری ورقهای فلزی است. بسته به نوع جوش و اندازه ورق، میتوانید از روش معمول جوشکاری MIG استفاده کنید و یا برای جلوگیری از پاشش فلز، ترکیب آن با روش پالسینگ را بکار ببندید.

پالسینگ
در این روش، قسمت کوچکی از صفحات را که قرار است به هم متصل شوند، گرم میکنید و سپس اجازه میدهید استخر جوش کاملا خنک شود. شما نباید سعی کنید محل اتصال را یکباره پر کنید چون میتواند در قطعه کار سوراخ ایجاد کند.
این فرآیند دارای نرخ بالای نفوذ مواد و رسوبات فلزی است. در این روش و هنگام کار با مواد شکننده، قرار گرفتن در معرض انرژی شدید نیاز به مراقبت بیشتری دارد. برای کنترل میزان خطر، همیشه از کوچکترین قطر سیم در فرآیند استفاده کنید چون برای ذوب شدن انرژی کمتری لازم دارد و باعث کاهش میزان انتقال گرما به فلز پایه میشود.
دلیل اینکه چرا این روش هنگام کار با مواد ورقی بطور گسترده استفاده میشود، کنترلی است که این روش بر روی انرژی ورودی دارد. همچنین امکان کنترل بهتر بر ظاهر مهرهجوش را میدهد و رفع اشتباهاتی را که ممکن است به دلیل پایین آمدن میزان رسوب ایجاد شود آسان میکند.
نکات و ترفندهایی برای جوشکاری ورقهای فلزی نازک:
- هرگز از سیم پرکننده با قطر بیشتر از ضخامت مواد پایه استفاده نکنید.
- برای فولاد نرم، از کابل ER70S-6 استفاده کنید چون پوشش مرطوب بهتری دارد و منطقه تماس را به حداکثر میرساند.
- از یک گاز محافظ با درصد آرگون بالا استفاده کنید چون گرما را نسبت به دی اکسید کربن خالص کمتر انتقال میدهد.
- از قطب مثبت الکترود جریان مستقیم استفاده کنید چون بیشتر گرما را به سمت سیم فلزی و بخش کمتر آن را به سمت فلز پایه آزاد میکند.
- استفاده از الکترود جریان مستقیم منفی میتواند خطرناک باشد و برعکس عمل کند یعنی بخش کمتر گرما را به سیم پرکننده و بیشتر آن را به مواد پایه منتقل میکند. در نهایت ممکن است قطعه کار را بیش از حد گرم کنید ولی رسوب پرکننده کافی برای تشکیل مفصل نداشته باشید.
منبع: weldingheadquarters.com