










 ۰
۰ ۱. تنظیمات موجود
دو بخش برای تنظیمات موجود وجود دارد: قطبیت و آمپر. خبر خوب این است که با توجه به اینکه در بسته بندی الکترود هم درج شده، انجام تنظیمات صحیح برای هر دوی این موارد بسیار آسان است. به عنوان مثال، الکترودهای عمومی 6013 دارای قطبیت توصیه شده AC و DC+ (جریان برق مستقیم و متناوب) و محدوده جریان ۱۳۰-۹۰ آمپر (برای اندازه ۳.۲ میلیمتر) هستند. اما چرا بیشتر از یک گزینه برای هر دو وجود دارد؟ در حالیکه خیلی از الکترودها تنها با یک تنظیم قطبیت ِتوصیه شده عرضه میشوند. در رابطه با آمپر، هر الکترود دارای محدودهای خواهد بود و بدون مشکل در آن محدوده کار میکند، اگرچه ممکن است لازم باشد سریعتر سمت انتهای بالای کار و یا اگر فلز قطعه کار شما نازکتر است، انتهای پایینتر را انتخاب کنید.چگونه متوجه شوید که آمپراژ انتخابی شما اشتباه است؟
اگر آمپراژ کافی نداشته باشید، متوجه خواهید شد که الکترود زیادی چسبناک است و زدن قوس هم بدون چسبیدن به فلز دشوار خواهد بود. آمپر کافی همچنین به این معناست که حرارت کافی برای ذوب شدن سیم هسته وجود ندارد و به جای ذوب شدن آن در قطعه پایه، گلولههای فلزی کوچکی روی سطح باقی میماند. همچنین متوجه خواهید شد که قوس شما به داخل و خارج متمایل میشود یا مقطع و نامتوازن است، صرف نظر از اینکه الکترود خود را چقدر نزدیک نگه داشتهاید.
۲. طول قوس
وقتی که یک قوس را شروع کردید کلید موفقیت، حفظ آن است. بهترین راه برای ثابت (و روشن) نگه داشتن قوس این است که الکترود خود را در فاصله ثابتی از صفحه نگه دارید. به طور کلی، نگه داشتن آن به فاصله تقریبا ۳ میلیمتر از قطعه کار، قوس خوبی ایجاد میکند. اگر قوس شما خیلی کوتاه شود، ولتاژ خود را کاهش داده و الکترود خود را به قطعه کار میچسبانید. اگر قوس شما بیش از حد طولانی شود، ولتاژ شما افزایش مییابد، حوضچه گسترده و پاشش بیشتر میشود، فلز میتواند اسپری شود چون قوس متمرکز نیست، قوس میتواند خاموش شود و همچنین زیر بریدگی خواهید داشت. آندرکات یا زیربریدگی زمانی اتفاق میافتد که جوش بیش از حد عریض (گاهی اوقات به دلیل آمپر زیاد) و فلز پایه در امتداد لبهها ذوب شود، اما چون مواد پرکننده کافی برای پر کردن شکاف وجود ندارد، بنابراین شما میمانید و یک شیار باقیمانده بر روی جوش! وقتی برای اولین بار جوش چوبی را یاد میگیرید، ممکن است محکم نگه داشتن قوس برایتان سخت باشد، به خصوص با توجه به اینکه الکترود شما در حال ذوب و کوتاهتر شدن است. هماهنگ شدن با حرکت، در حالتی که نباید قوستان بلندتر شود و طول مناسب آن هم ضروری است، می تواند دشوار باشد.۳. جوش خود را بکِشید!
همیشه جوشهای استیک خود را بکِشید. برعکس اگر به الکترود خود فشار بیاورید، تنها نتیجهاش اینست که سرباره محافظ را در داخل حوضچه جوش به دام میاندازید، جایی که بر ضد محافظ عمل و در واقع جوش شما را خراب میکند. تنها یک استثنا برای قانون کشیدن جوش وجود دارد که آن هم موقع اجرای جوش عمودی سربالاست که در آن جوش را به سمت بالای اتصال هُل میدهید.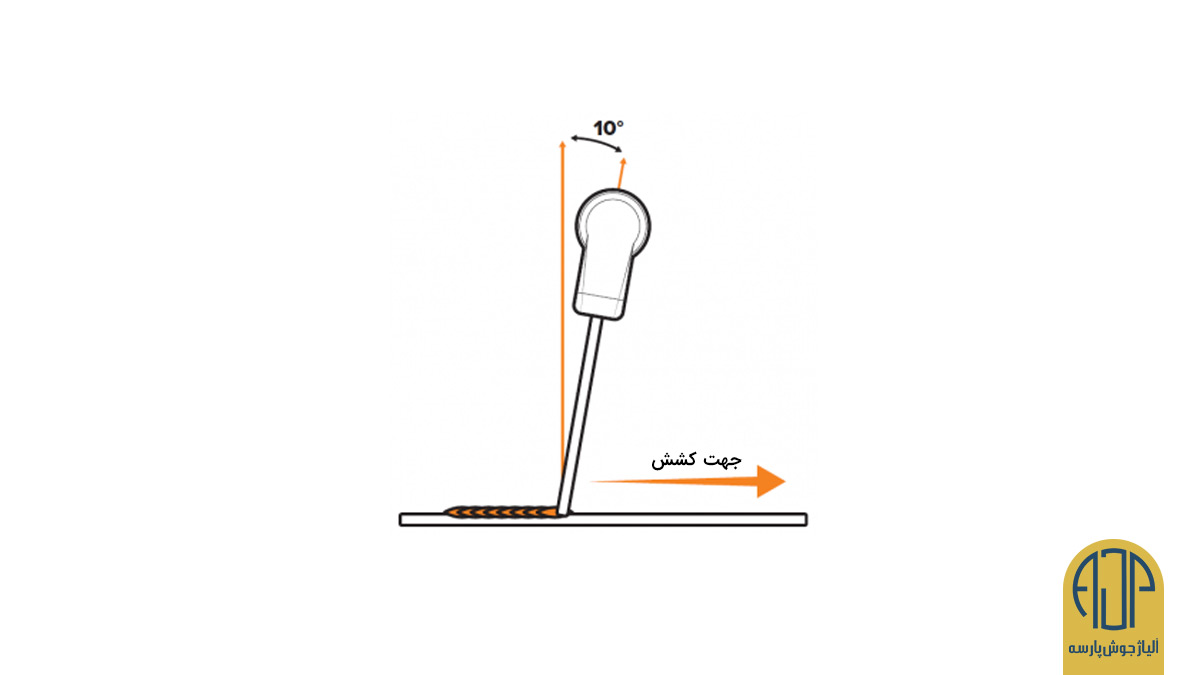
در همین رابطه بخوانید:
جوشکاری قوس فلزی دستی (MMA) یا جوشکاری استیک
۴. تسلط به دیدن کار در حین جوشکاری
درست مانند هر نوع جوشکاری، اینکه هر لحظه بتوانید ببینید چه کاری انجام میدهید خیلی مهم است. چطور میشود بدون تماشای کار، مهره را روی یک خط راست هدایت و یا فاصله قوس را کنترل کرد؟ پس مطمئن شوید که در یک موقعیت راحت و مناسب هستید و میتوانید اتفاقات را تماشا کنید. همچنین صورت و کلاه خود را از دود دور نگه دارید چون نه تنها دید شما را محدود میکند، بلکه برای تنفس هم مضر است.۵. تمیز، تمیز، تمیز!
آیا تمیزی، برای جوشکاری بهترین روش نیست؟ البته که هست. آیا میشود با وجود چندین میلیمتر زنگ، جوش کاری کرد؟ خیر، نمیشود. در حالیکه جوشکاری استیک در مورد آلودگیهای سطحی، انعطاف پذیرترین روش است، ولی باز هم حد خودش را دارد. تمیز کردن فلز بهترین جوش ممکن را برایتان به ارمغان میآورد، بنابراین چند دقیقه بیشتر وقت بگذارید تا فلز خود را با برس سیمی یا سمباده تمیز کنید. اگر نمیتوانید همه آلودگی را از بین ببرید، اشکالی ندارد، فقط سرعت حرکت دستتان را کاهش دهید. حرکت آهسته دست، قبل از تشکیل سرباره زمان بیشتری را به جوشیدن حبابهای گاز میدهد. داشتن فلز تمیز برای اتصال گیره زمینی هم یک اولویت است چون بدون یک اتصال زمینی خوب، جوش خوبی نخواهید داشت.
۶. رطوبت برای الکترود مضر است!
به طور کلی، الکترودها حاوی مقداری رطوبت هستند، اما رطوبت بیش از حد (یا الکترود کاملا مرطوب) خوب نیست. اگر از الکترود کم هیدروژن استفاده میکنید، پس وجود هر نوع رطوبت در الکترود شما ممنوع است. اگر قوستان نامنظم، سرگردان یا ناهموار است، به احتمال زیاد الکترود شما خشک نشده است. شارتان شکسته میشود و به حوضچه جوش میرسد (ذوب نشده) که باعث نقص جوش هم میشود. دو راه برای رفع این مشکل وجود دارد. اول: پیشگیری. اطمینان حاصل کنید که الکترودهای شما در مکانی خشک و ترجیحاً مهر و موم شده قرار میگیرند تا خشک بمانند. دوم: اجاق الکترودی. با فر آشپزخانه خود اشتباه نگیرید. یک کوره الکترود، پوشش شار روی الکترود را دوباره میپزد، رطوبتش را تبخیر و آن را آماده جوش میکند.۷. حرکت
اجرای یک مهره با الکترود خیلی ساده است و یک خط ثابت و مستقیم دارد. به همان دلیلی که شما فقط میخواهید جوش را بکشید، لازم نیست پشت حوضچه جوش حرکت کنید و سرباره را داخل آن به دام بیندازید. اگر اتصال جوش شما برای تنها یک مهره بیش از حد پهن است، یک پاس دوم، سوم یا هر تعداد که نیاز دارید انجام دهید تا به درستی آن را پر کنید. اینها همگی خطوط مستقیم خواهند بود، با همپوشانی ۵۰/۵۰ فلز پرکننده و فلز پایه، برای ترکیب شدن با هم. یک بار دیگر باید یادآوری شود که تنها استثنای این قانون، جوش عمودی سربالاست. میتوانید کمی پهلو به پهلو الکترود را تکان بدهید تا نوکش با هر دو طرف اتصال جوش تماس پیدا کند. روی خط وسط نمانید، چون سطح میانی از خودش مراقبت میکند. شما فقط باید مطمئن شوید که مهره به خوبی به گوشه نفوذ میکند و روی لبهها هیچ گونه زیربُری اتفاق نمیافتد.۸. سرعت
سرعت خوب، یک سرعت ثابت است، یعنی آن چیزی که صفحه کا ر را نمیسوزاند یا مهره شما را به جای ذوب شدن روی آن جا نمیگذارد. چطور میشود فهمید که خیلی سریع هستید یا خیلی کُند؟ اگر خیلی سریع حرکت کنید، یک مهره باریک و بلند خواهید داشت که به نظر می رسد روی فلز قرار گرفته و دلیلش اینست که زمان کافی برای گرم کردن قطعه کار و الکترود (برای ذوب شدن) وجود نداشته است. اگر خیلی آهسته حرکت کنید، حوضچه شما عریضتر و میزان تجمع هم بیشتر میشود و نفوذ کم عمقی خواهید داشت. دلیلش هم اینست که به جای ذوب شدن، حوضچه شما به طرفین حرکت میکند و بنابراین یک مهره چاق و با نفوذ ناکافی دارید.