انواع سیم جوش میگ (بخش دوم)
|
0
در بخش اول این مقاله به بررسی برخی ویژگی های انواع سیم جوش میگ پرداختیم و در بخش دوم و پایانی این سیم جوش ها بیشتر مورد بررسی قرار می گیرد.
در هنگام خرید سیم جوش میگ، آخرین تصمیم شما شامل مقدار سیم و نحوه قرارگیری آن است و البته بدیهی است که مکانیسم تغذیه سیم بر روی دستگاه جوشکاری تعیین میکند که کدام گزینه انتخاب شود. (یک ماشین کوچک غیر صنعتی میگ از قرقرهای کوچکتر از آنچه در عکس زیر میبینید استفاده میکند.)
سیم جوش میگ را میتوان “در اندازههای برشهای تیگ” هم سفارش داد، یعنی مثل رشتههای سه پایهای که در جوشکاری تیگ استفاده میشود. اندازههای قطر در این حالت، در اندازه میلههای تیگ عادی، مثلا ۱.۱۶ یا ۳.۳۲ ارائه میشود (برخلاف سیستم دهدهی).
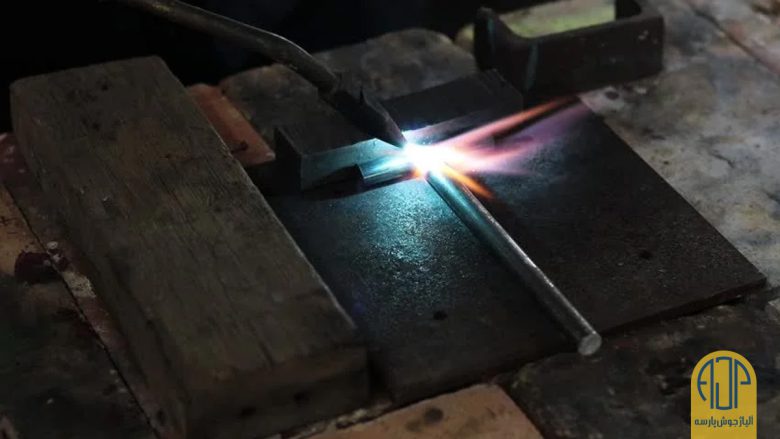
جوشکاری قوس هستهای شار (FCAW یا FCA)
استفاده از سیم “هستهای” به یک جوشکار میگ اجازه میدهد تا از مخزن دیاکسید کربن یا آرگون صرفنظر کرده و بدون گاز جوشکاری کند؛ و دلیلش این است که هسته سیم شامل موادی است که وظیفه محافظت از حوضچه جوشکاری را بر عهده دارند. مثل پوششهای میلهای چوبی، که هسته اصلیشان جایگزین مخزن گاز محافظ است. این به ویژه موقع جوشکاری دربها خیلی مفید است، چون یک نسیم تند برای پراکنده کردن گاز فشرده کافی است. این فرآیند به طور رسمی به عنوان جوشکاری قوس هستهای شار (FCAW) شناخته می شود.
سیم متغیر شار همچنین به جوشکار این اجازه را میدهد تا از سیم آمپراژهای بالاتر و سیمهایی با قطر بزرگتر از سیم جامد استفاده کند. این فرآیند در جوشکاریهای سازهای در فضای باز استفاده فراوانی دارد. در حالی که قیمت سیم مفتول به طور قابل توجهی بیشتر از سیم جوش میگ جامد است، اما در عوض مجبور نیستید همراه با مخازن گاز کار کنید یا منتظر بمانید تا قبل از شروع جوشکاری، جریان باد متوقف شود.
با وجود افزودنیهای محافظ، سیم هسته شار به اندازه کافی نازک است که بشود با یک اسلحه میگ شلیکش کرد؛ و سرباره ای که با این مواد تشکیل میشود کسری از آن مقداری است که در فرآیند SMAW تولید میشود. از سیم متصل به شار منظم غالباً به عنوان خودمحافظ یا حفاظ٬ داخلی یاد میشود (Self-Shielded or Innershield) که البته یک نام تجاری است. به همین خاطر، وقتی که از مخزن گاز استفاده نمیشود، فرآیند بطور رسمی به عنوان FCAW-S شناخته میشود.
خوشبختانه، استاندارد AWS برای سیمهای هسته شار فولاد کربنی (AWS A5.20) فقط کمی با کد سیم جوش میگ جامد متفاوت است. در مورد تمام سیمهای هسته شار، به جای ER، یک E (برای الکترود) قبل ازعدد قرار گرفته است و به جای S که بیانگر سیم جامد است، یک T بعنوان فرم لولهای یا C بعنوان سیم “کامپوزیت” خواهید دید. E70C-6 نمونهای از سیمهای همهکاره شار هستهای است.
عدد 7 در طبقهبندی به مقاومت کششی سیم اشاره دارد، که در ۱۰۰۰۰ ضرب میشود (به جای عدد ۱۰۰۰، در مورد سیم میگ غیرهستهای). 0 موقعیت جوشکاری را نشان می دهد و به این معناست که سیم فقط برای جوشکاری افقی یا تخت، مناسب است.

استفاده از گاز محافظ و شار سیم هستهای با هم
وقتی که یک گاز فشرده در FCAW درگیر باشد، فرآیند جوشکاری به عنوان جوشکاری محافظت شده با گاز یا محافظت دوگانه شار هستهای شناخته میشود، چون مواد تشکیل دهنده شار و گاز فشرده باعث تولید لایه محافظتی میشوند (با علامت ِرسمی FCAW-G).
در اینجا نمونه پیچیدهتری از سیم هسته شار ، E71T-1C JH8 وجود دارد که شرح آن از این قرار است:
E: الکترود
7: مقاومت کششی اندازهگیری شده در واحد پوند بر اینچ مربع (PSI)، ضرب در ۱۰۰۰۰؛ که در این مثال، 70،000 PSI است. به تفاوت آن با میگ توجه کنید که از دو عدد ضرب در ۱۰۰۰ استفاده میشود.
1: قابلیت جوشکاری در تمام موقعیتها
T: سیم لولهای
1: اینها مشخصات ِقابل استفادهء سیم است (گزینههای 1 تا 14): 1 در اینجا نشان میدهد که سیم دارای سیستم سرباره روتایل است (به این معنی که مواد افزودنی ِشیمیایی ِآن اسیدی هستند). پوششهای روتایل قابلیت جوشکاری خوبی دارند (پاشش کم، قوس ِبا کیفیت و کنترل خوب ِحوضچه جوش)، اما به عنوان یک سیستم پایه سرباره قوی، خصوصیات مکانیکی آنها در نظر گرفته نمیشود.
C: این حرف نشان میدهد سیم به گاز محافظ CO2 احتیاج دارد. (M نشان دهنده مخلوط گاز محافظ آرگون و CO2 است.)
JH8: این کد اختیاری، حداکثر هیدروژن قابل انتشار توسط سیم را مشخص میکند. در این مثال، برای هر ۱۰۰ گرم فلز جوش، کمتر از ۸ میلی لیتر هیدروژن مجاز است. هرچه این عدد کمتر باشد، هیدروژن مجاز در سیم کمتر و بنابراین احتمال ترک خوردگی ناشی از هیدروژن در جوش نهایی پایینتر است.
همانطور که میبینید، یادگیری خیلی از متغیرهای مربوط به انتخاب سیم مناسب مدتی طول میکشد. بهتر است اول روی رایجترین دستهبندی میلهها تمرکز کنید و بقیه موارد را به مرور حفظ کنید. با این وجود، به عنوان یک جوشکار مبتدی، ممکن است مجبور به تهیه لوازم مصرفی یا جایگزینی قرقرههای خالی در دستگاههای میگِ مورد استفاده ی حرفهایها باشید. بنابراین در هنگام شروع عملیات جوشکاری، انجام مراقبتهای لازم در انتخاب صحیح و ذخیرهسازی محصولات سیم برای جلوگیری از اشتباهات پرهزینه، ضروری است.
منبع
https://www.weldersuniverse.com/mig-flux-cored-wire/