پاسخ به سوالات متداول در مورد انتخاب الکترود مناسب
|
0
آیا شما هم نمیدانید چگونه الکترود استیل جوشکاری مناسب با کارتان را انتخاب کنید؟ پس این نوشتار را دنبال کنید.
چه شما یک جوشکار حرفهای باشید چه یک آماتور، یک چیز مسلم است: جوشکاری استیک (Stick Welding) به مهارت زیاد و همچنین به دانشی در مورد الکترودها نیاز دارد.
از آنجایی که متغیرهایی مثل تکنیکهای ذخیرهسازی، قطر الکترود و ترکیب شار همگی به انتخاب و عملکرد میلههای استیک کمک میکنند، کسب دانش اولیه در مورد این عوامل میتواند به شما کمک کند سردرگمی خود را به حداقل برسانید و از موفقیت جوشکاری استیک اطمینان حاصل کنید.
۱. رایجترین الکترودها کدامند؟
صدها، الکترود چوبی وجود دارد که پرطرفدارترین آنها مربوط به مشخصات A5.1 انجمن جوشکاری آمریکا (AWS) برای الکترودهای کربن – استیل است که خاص جوشکاری قوس فلزی محافظ و شامل الکترودهای E6010، E6011، E6012، E6013، E7014، E7024 و E7018 هستند.

۲. طبقه بندی الکترودهای چوبی AWS به چه معناست؟
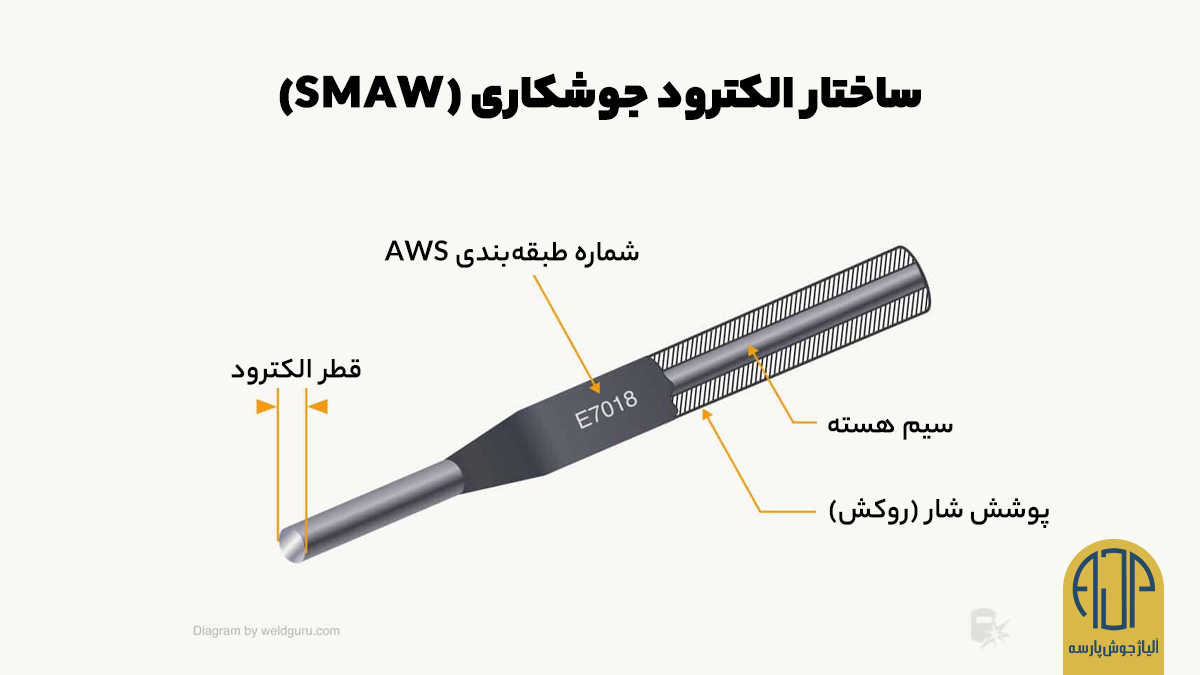
برای کمک به شناسایی الکترودها، انجمن جوشکاری آمریکا از یک سیستم طبقه بندی استاندارد استفاده میکند که در آن طبقه بندیها به شکل اعداد و حروف چاپ شده در طرفین الکترودهای استیک هستند. هر کدام از این اعداد و حروف نشان دهنده خواص الکترود خاصی است.
مثلا برای الکترودهای استیل ملایم ذکر شده در بالا، نحوه عملکرد سیستم انجمن جوشکاری آمریکا به شرح زیر است:
- حرف “E” نشان دهنده یک الکترود است.
- دو رقم اول حداقل استحکام کششی جوش حاصل را بر حسب پوند بر اینچ مربع (psi) نشان میدهد. به عنوان مثال، عدد 70 در الکترود E7018 نشان میدهد که الکترود یک مهره جوش با حداقل استحکام کششی ۷۰۰۰۰ پوند بر اینچ تولید میکند.
- رقم سوم نشان دهنده موقعیت(های) جوشکاری است که میشود برایشان از الکترود استفاده کرد. به عنوان مثال، 1 به این معنی است که اپراتورها میتوانند از الکترود در همه موقعیتها استفاده کنند و 2 به این معناست که فقط در جوشهای فیله صاف و افقی استفاده میشود.
- رقم چهارم نشان دهنده نوع پوشش و نوع جریان جوش (AC، DC یا هر دو) قابل استفاده با الکترود استیک است.
۳. تفاوت بین الکترودهای E6010، E6011، E6012 و E6013 چیست و چه زمانی باید از آنها استفاده کنم؟
- الکترودهای E6010 فقط با منابع برق جریان مستقیم (DC) قابل استفادهاند و نفوذ عمیق و توانایی حفاری از طریق زنگ، روغن، رنگ و خاک را دارند. خیلی از جوشکاران باتجربه از این الکترودهای تمام موقعیت برای عبور جوش ریشه روی لوله استفاده میکنند. با این حال، الکترودهای E6010 دارای قوس خیلی محکمی هستند که میتواند استفاده از آنها را برای جوشکاران تازه کار دشوار کند.
- الکترودهای چوب E6011 را میشود با استفاده از منبع برق جوشکاری جریان متناوب (AC) برای جوشکاری تمام موقعیت استفاده کرد. مثل الکترودهای E6010، الکترودهای E6011 هم یک قوس عمیق و نافذ ایجاد میکنند که فلزات خورده یا ناپاک را قطع میکند. خیلی از جوشکارها الکترودهای E6011 را برای تعمیر و نگهداری در زمانی که منبع تغذیه DC در دسترس نیست انتخاب میکنند.
- الکترودهای E6012 در کاربردهایی که به پل زدن شکاف بین دو اتصال نیاز است به خوبی کار میکنند. خیلی از جوشکاران حرفهای هم الکترودهای E6012 را برای جوشهای فیله با سرعت بالا و جریان بالا در موقعیت افقی انتخاب میکنند. با این حال، این الکترودها تمایل به تولید پروفیل نفوذ کمعمق و سرباره متراکم دارند که به تمیز کردن اضافی بعد از جوش نیازمند است.
- الکترودهای E6013 یک قوس نرم با حداقل پاشش ایجاد میکنند، نفوذ متوسط و سربارهای دارند که به راحتی قابل جدا شدن است. شما فقط باید از این الکترودها برای جوشکاری ورق فلزی تمیز و جدید استفاده کنید.
۴. تفاوت بین الکترودهای E7014، E7018 و E7024 چیست و چه زمانی باید از آنها استفاده کرد؟
- الکترودهای E7014 تقریباً همان نفوذ مشترک الکترودهای E6012 را ایجاد میکنند و برای استفاده در استیلهای کربنی و کم آلیاژ طراحی شدهاند. الکترودهای E7014 حاوی مقدار بیشتری پودر آهن هستند که سرعت رسوب را افزایش میدهد. همچنین میشود از آنها در آمپرهای بالاتر از نیاز الکترودهای E6012 استفاده کرد.
- الکترودهای E7018 حاوی شار غلیظ با محتوای پودر بالا و یکی از سادهترین الکترودها برای استفاده هستند. این الکترودها یک قوس صاف و آرام با حداقل پاشش و نفوذ قوس متوسط ایجاد میکنند. خیلی از جوشکاران، الکترودهای E7018 را برای جوش دادن فلزات ضخیم مثل استیل سازهای بکار میبرند. الکترودهای E7018 همچنین جوشهای قوی با خواص ضربهای بالا (حتی در هوای سرد) تولید میکنند و میتوانند بر روی فولاد کربنی، فلزات پایه فولادی پر کربن، کم آلیاژ یا با استحکام بالا استفاده شوند.
- الکترودهای E7024 حاوی مقدار زیادی پودر آهن هستند که به افزایش نرخ رسوب کمک میکند. خیلی از جوشکاران از الکترودهای E7024 برای جوشهای پرسرعت افقی یا صاف فیله استفاده میکنند. این الکترودها روی صفحه فولادی که حداقل ۴/۱ اینچ ضخامت دارند، عملکرد خوبی دارند. جوشکارها همچنین میتوانند از آنها بر روی فلزاتی با ضخامت بیش از ۲/۱ اینچ استفاده کنند.
۵. چگونه الکترود استیک را انتخاب کنیم؟
ابتدا یک الکترود چوبی انتخاب کنید که با خواص مقاومتی و ترکیب فلز پایه مطابقت داشته باشد. مثلا، هنگام کار بر روی استیل نرم، به طور کلی هر الکترود E60 یا E70 کار میکند.
در مرحله بعد، نوع الکترود استیک را با موقعیت جوش مطابقت دهید و منبع برق موجود را در نظر بگیرید. به یاد داشته باشید که میتوانید از الکترودهای خاص فقط با جریان مستقیم یا جریان متناوب استفاده کنید، در حالی که بعضی الکترودها با هر دو جریان قابل استفادهاند.
طراحی و تناسب اتصال را ارزیابی و الکترودی را انتخاب کنید که بهترین ویژگیهای نفوذ (حفاریِ ِمتوسط یا سبک) را ارائه دهد. هنگام کار بر روی یک اتصال محکم یا بدون اریب، الکترودهایی مثل E6010 یا E6011 قوسهای حفاری را برای اطمینان از نفوذ کافی فراهم میکنند. برای مواد نازک یا اتصالات با دهانه باز ریشه، یک الکترود با قوس سبک یا نرم مثل E6013 انتخاب کنید.
برای جلوگیری از ترک خوردگی جوش بر روی مواد ضخیم، سنگین و یا طرحهای مفصلی پیچیده، الکترودی را با حداکثر شکلپذیری انتخاب کنید. همچنین شرایط سرویسی که قطعه با آن مواجه است و مشخصاتی که باید داشته باشد را در نظر بگیرید. آیا از آن در دمای پایین، دمای بالا یا برای شرایط چکشکاری استفاده خواهید کرد؟ برای این کاربردها، یک الکترود کم هیدروژن E7018 به خوبی کار میکند.
راندمان تولید را نیز در نظر بگیرید. موقع جوشکاری در موقعیت صاف، الکترودهای استیک با محتوای پودر آهن بالا مثل E7014 یا E7024 نرخ رسوب بالاتری را ارائه میدهند.
برای کاربردهای حیاتی، همیشه مشخصات و روشهای جوشکاری را برای نوع الکترود استیک بررسی کنید.
۶. شار احاطه کننده (روکش) الکترود چه عملکردی دارد؟
تمام الکترودها از یک میله تشکیل شدهاند که توسط پوششی به نام شار احاطه شده و چندین هدف مهم را انجام میدهد. در واقع این شار یا پوشش است که تعیین میکند الکترود کجا و چگونه میتواند استفاده شود.
وقتی به یک قوس برخورد میکنید، شار میسوزد و یک سری واکنشهای شیمیایی پیچیده ایجاد میکند. همانطور که مواد شار در قوس جوش میسوزند، گاز محافظ آزاد میکنند تا این گاز، حوضچه جوش مذاب را از ناخالصیهای جوی محافظت کند. وقتی حوضچه جوش سرد میشود، شار برای محافظت از فلز جوش در برابر اکسیداسیون و جلوگیری از تخلخل در مهره جوش، سرباره تشکیل میدهد.
فلاکس همچنین حاوی عناصر یونیزه کنندهای است که قوس را پایدارتر میکنند (مخصوصاً موقع جوشکاری با منبع برق متناوب)، همراه با آلیاژهایی که به جوش شکل پذیری و استحکام کششی میبخشد.
بعضی از الکترودها از شار با غلظت بالاترِ پودر آهن برای کمک به افزایش نرخ رسوب استفاده میکنند، در حالی که بقیه الکترودها حاوی اکسیدزداهای اضافه شدهاند که به عنوان عوامل تمیز کننده عمل میکنند و میتوانند به قطعات کار خورده یا کثیف یا مقیاس آسیاب نفوذ کنند.

۷. چه زمانی باید از الکترود با رسوب بالا استفاده کرد؟
الکترودهای با نرخ رسوب بالا میتوانند به تکمیل سریعتر کار کمک کنند، اما محدودیتهایی دارند. همچنین نمیشود از آنها برای کاربردهای حیاتی یا کد مورد نیاز، مثل ساخت مخزن تحت فشار یا دیگ بخار، که در آن مهرههای جوش در معرض تنشهای زیاد هستند، استفاده کرد.
الکترودهای با رسوب بالا یک انتخاب عالی برای کاربردهای غیر بحرانی مناسباند. کاربردهایی مثل جوش دادن یک مخزن ذخیره مایع ساده یا دو قطعه فلز غیر ساختاری به هم.
۸. روش مناسب نگهداری و خشک کردن مجدد الکترودهای استیک چیست؟
محیط گرم و با رطوبت کم بهترین محیط برای نگهداری الکترودهای چوبی است. به عنوان مثال، شما باید خیلی از الکترودهای E7018 استیل ملایم و کم هیدروژن را در دمایی بین ۳۰۰-۲۵۰ درجه فارنهایت نگهداری کنید.
به طور کلی، دمای تهویه برای الکترودها بالاتر از دمای نگهداری است که به حذف رطوبت اضافی کمک میکند. برای تهویه الکترودهای کم هیدروژن E7018، محیط تهویه از ۸۰۰-۵۰۰ درجه فارنهایت برای یک تا دو ساعت متغیر است.
بعضی از الکترودها، مثل E6011، فقط باید در دمای خشک نگهداری شوند (سطح رطوبت حداکثر ۷۰٪ و دمای بین ۴۰-۱۲۰ درجه فارنهایت).
برای زمان و دمای خاص نگهداری و تهویه، همیشه به توصیههای سازنده مراجعه کنید.
منبع: Miller Welding