جوشکاری تیگ در یک نگاه!
|
0
با اینکه جوشکاری فرآیندی پرخطر است، دامنه شغلی زیادی دارد. جوشکاران معمولاً گواهینامههای مختلف و آموزشهای عملی را در آموزشگاه جوشکاری و دوره های کارآموزی میگذرانند تا به طور کامل استاد کار شوند. جوشکاری کار سختی است و جوشکاری تیگ جزو سختترین روشهاست، اما در عوض نتیجهاش رضایتبخش است و ظاهر و کیفیت جوشهای آن تا حد زیادی جزو بهترینهاست.
سه نوع جوش اصلی وجود دارد:
۱. جوشکاری تیگ
در جوشکاری تیگ یا قوس تنگستن گازی (GTAW) از یک الکترود تنگستن استفاده میشود که جریان را به قوس جوش میدهد. تنگستن و حوضچه جوش توسط یک مخلوط گاز بی اثر محافظت میشوند.
۲. جوشکاری میگ
میگ یا جوشکاری قوس فلزی گازی (GMAW) یک سیم فلزی دارد که حرارت داده و ذوب میشود تا قوس الکتریکی را ایجاد کند. این قوس ذوب میشود و قطعات کار را به هم پیوند میدهد.
جوشکاری استیک یا قوس فلزی محافظ (SMAW) از یک الکترود مصرفی پوشیده شده با شار برای ذوب قطعه کار فلزی و اتصال قطعات به یکدیگر استفاده میکند.

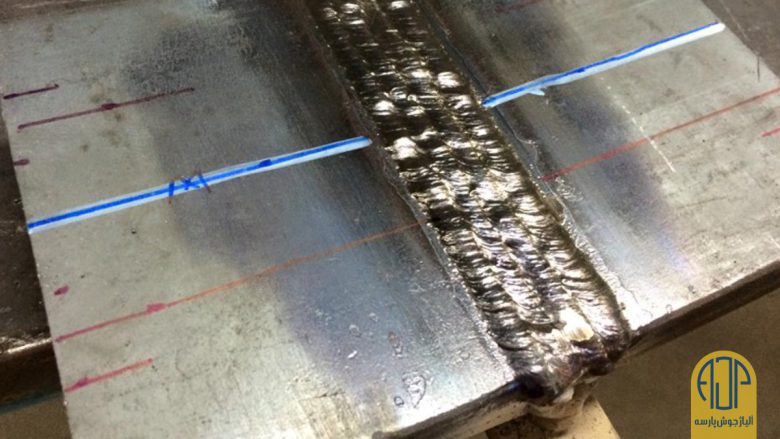
جوشکاری تیگ چیست؟
جوشکاری تیگ به دلیل توانایی در جوشکاری آلومینیوم و منیزیم محبوبیت پیدا کرد، اما میتواند تمام انواع فلزات دیگر از جمله مس، آلیاژهای مس و فولاد ضد زنگ را هم جوش دهد. نه تنها قادر به جوشکاری تمام فلزات است، بلکه این کار را با دقت و تمیزی زیاد انجام میدهد و جوشهای آن از کیفیت و خلوص بسیار بالایی برخوردارند.
جوشکاری تیگ زمانی که الکترود تنگستن و فلز پایه به یکدیگر نزدیک میشوند قوس الکتریکی ایجاد میکند. تنگستن یا آلیاژ تنگستن (با دیگر عناصر و اکسیدها) به عنوان یک الکترود غیر مصرفی انتخاب میشود چون تنگستن بالاترین نقطه ذوب را در بین هر فلز دارد (۳۴۱۰ درجه سانتیگراد).
در حالی که جوشکاری تیگ دنیای جوشکاری را متحول کرده، جایگزین جوشکاری قوس الکتریکی دستی و گازی شده که به طور سنتی تنها گزینه قبلی بود، همچنین دلیل استفاده گسترده از آلومینیوم برای ساخت سازههای صنعتی ِحال حاضر هم هست. جوشکاری تیگ بطور گسترده در خیلی از صنایع استفاده میشود، اما همچنین پیچیدهترین روش جوشکاری است. این فرآیند فقط توسط جوشکاران مجرب قابل انجام است و نیاز به آموزش مناسب دارد.
کاربردهای جوشکاری تیگ
جوشکاری تیگ با خیلی از فلزات مختلف سازگار و بنابراین تقریباً برای انواع کارها و تعمیرات در تمام صنایع قابل استفاده است. این جوش خیلی قوی و بادوام و به همین دلیل برای موارد صنعتی مناسب است. جوشکاری تیگ در صنایعی مثل هوافضا، تعمیرات، خودروسازی و وسایل و ساخت مجسمههای فلزی خیلی رایج است.
- صنعت هوافضا: چون هواپیماها و تجهیزات فضایی باید از قویترین مواد ممکن و با نهایت دقت ساخته شوند، از این تکنیک استفاده میکنند.
- صنعت خودروسازی: ساخت خودروهای قوی که بتوانند سالها عمر کنند، ضروری است و جوشکاری تیگ روشی عالی برای آن است. این جوشها خودرو را برای سفر ایمنتر و بادوامتر و حتی به کاهش زنگ زدگی در بدنه خودرو کمک میکنند.
- تعمیرات: جوشکاری تیگ یک تکنیک خوب برای استفاده در کارهای تعمیراتی است، چون به ماندگاری قطعه تعمیر شده کمک میکند. تکنیکهای تیگ در تعمیر اتومبیل، ابزار آلومینیومی و انواع چیزهای دیگر استفاده میشود.
- هنر: یکی از دلایل اصلی ترجیح جوشکاری تیگ به بقیه فرآیندها، ظاهر مرتب آن است. در ساخت آثار هنری یا وسایل و سازههای تزئینی که ظاهر کار از اهمیت بالایی برخوردار است، جوشکاری تیگ بهترین انتخاب است.
زمان استفاده از جوشکاری تیگ
با در نظر گرفتن خواص جوشهای تیگ، میشود گفت که این روش برای استفاده در موارد زیر مناسب است:
- جوشها باید بسیار محکم باشند.
- مهرههای جوش باید از نظر زیباییشناسی جذاب و چشمگیر باشند.
- فلزی که باید جوش داده شود نازک است.

نحوه انجام جوشکاری تیگ
اگرچه جوشکاری تیگ را فقط میشود از طریق تجربه و تمرین آموخت و به کمال رساند، در اینجا به مراحل اساسی برای انجام این جوشکاری با استفاده از گاز بی اثر تنگستن اشاره میشود:
۱. الکترود را انتخاب کنید
انتخاب الکترود مناسب از اهمیت بالایی برخوردار است. حتی اگر نام الکترود میگوید که تنگستن است، شما باید بدانید که آیا به یک الکترود تنگستن خالص یا آلیاژ نیاز دارید. بعضی از آلیاژهای رایج و تایید شده عبارتند از:
· آلیاژ سریمدار
اکسید سریم، یا سریا یک عامل آلیاژی ِغیر رادیواکتیو است و پایداری قوس را ایجاد میکند.
· لانتانیته
اکسید لانتانیم یا لانتانا یکی دیگر از آلیاژهای غیر رادیواکتیو است که پایداری قوس و عملکرد را بهبود میبخشد.
· آلیاژ توریاته
اکسید توریم یا توریا که برای استفاده عمومی ایده آل است، عملکرد قوس خوبی دارد. با این حال، رادیواکتیو است و میتواند برای سلامتی خطراتی ایجاد کند.
· آلیاژ زیرکونیومشده
بهبود پایداری قوس و افزایش عمر الکترود از مزایای استفاده از اکسید زیرکونیوم یا زیرکونیا در الکترودها است که در ضمن هزینههای تعویض الکترود را هم پایین میآورد.
۲. الکترود را سنگزنی کنید
بعد از انتخاب مواد الکترود، باید تصمیم بگیرید که آیا تنگستن را گِرد کنید یا نوکش را تیز کنید. یک نوک تیز قوس پایدارتری ایجاد میکند، اما اینکه آیا باید الکترود را سنگزنی کنید یا خیر، به مادهای که جوش میدهید و نوع جریانی که استفاده میکنید بستگی دارد.

۳. الکترود را در کولت قرار دهید
الکترود آماده شده را درون نگهدارنده الکترود قرار دهید.
۴. تنظیمات را انجام دهید
دکلهای تیگ به طور معمول دارای سه گزینه اصلی برق هستند: جریان مستقیم(AC)، جریان مستقیم الکترود مثبت (DCEP) و جریان مستقیم الکترود منفی (DCEN)، که باید با توجه به نیازهای شما انتخاب و تنظیم شوند.
- جریان مستقیم برای آلومینیوم است، پس “AC” را انتخاب کنید.
- DCEP به معنای الکترود مثبت است که برای گلوله کردن نوک تنگستن یا برای جوشکاری استیک استفاده میشود.
- DCEN به معنای الکترود منفی است و برای جوشکاری فولاد استفاده میشود.
۵. گاز را روشن کنید
به طور معمول، گاز آرگون خالص یا مخلوطی از آرگون و هلیوم و یا دی اکسید کربن برای محافظت از الکترود تنگستن در برابر فرسودگی استفاده میشود. تنگستن به دمای فوقالعاده بالایی میرسد و اگر چیزی برای محافظت از آن نباشد، خیلی سریع زنگ میزند یا خورده میشود. برای این منظور از گازهای بیاثر استفاده میشود چون حتی در چنین دماهای بالایی با هیچ چیز واکنش نشان نمیدهند. گازهایی که استفاده میکنید بسته به فلزی که با آن کار میکنید متفاوت است.
برای آلومینیوم میتوانید از آرگون خالص استفاده کنید.
برای فولاد، از مخلوط آرگون و دی اکسید کربن استفاده کنید.
۶. میز جوشکاری را آماده کنید
میتوانید یک میز جوش اختصاصی برای این کار بخرید یا روی یک ورق فلزی بزرگ و مسطح شروع به کار کنید. این برای عبور جریان الکتریسیته از فلز شما ضروری است. اگر میخواهید جوشها خیلی قوی و خوشنظر شوند، میز و الکترودها را با استون پاک کنید.
۷. لباس ایمنی بپوشید
وقتی همه چیز آماده شد، لباس ایمنی خود را بپوشید. برای محافظت از خود در برابر تابش خیره کننده، جرقه و فلز داغ، لباس ایمنی، دستکش جوشکاری و کلاه ایمنی بپوشید.
۸. جوشکاری را شروع کنید
وقتی شرایط کاری شما آماده شد، الکترود را یک اینچ از فلز دورتر نگه دارید و روی پدال فشار دهید و جریان برق را در حین حرکت تنظیم کنید.

مقایسه جوشکاری تیگ و میگ
تنها شما نیستید که نمیتوانید تفاوت بین گاز بی اثر تنگستن و گاز بی اثر فلزی را تشخیص دهید. جوشکاری گاز بی اثر تنگستن و گاز بی اثر فلز دو تکنیک جوشکاری متفاوتاند که مکانیسمهای عملیاتی متفاوتی را به کار میگیرند و برای موقعیتها و فلزات مختلف استفاده میشوند:
کیفیت نهایی
هر دو فرآیند نتایج باکیفیتی دارند، اما کیفیت جوشهای تیگ خیلی بهتر است.
مکانیسم کار
جوشکاری با گاز خنثای تنگستن به یک الکترود تنگستن غیر مصرفی با آرگون یا مخلوطی از گازهای آرگون و هلیوم به منظور ایجاد قوس نیاز دارد؛ در حالی که جوشکاری با گاز بیاثر فلزی دارای یک سیم جامد است که برای اتصال قطعات به یکدیگر وارد حوضچه جوش میشود.
هزینه
جوشهای میگ نسبتاً ارزانتر از جوش تیگ هستند چون تیگ به مهارت و دقت بیشتری نیاز دارد.
مهارت مورد نیاز
برای انجام جوش میگ به تجربه زیادی نیاز نیست چون سادهتر است و میتواند توسط جوشکاران مبتدی هم انجام شود، در حالیکه تیگ معمولا توسط جوشکاران با تجربه انجام میشود.
زمان مورد نیاز
جوشکاری تیگ در مقایسه با جوشکاری میگ زمان بیشتری میبرد.
مزایا و معایب جوشکاری تیگ
مزایا
- جوشکاری تیگ نتیجه خیلی منظمی دارد و در شرایطی که به جوشکاری بسیار دقیق نیاز است استفاده میشود. ظاهر زیبای جوش تیگ خیلی بهتر از جوشهای میگ است.
- جوشکاری تیگ با انواع فلزات مختلف سازگار است.
- جوشهای تیگ کیفیت برتری دارند، قویتر، بادوامتر و با خلوص بالا هستند، در حالی که سایر انواع جوشها کیفیت یکسانی ندارند.
- تجهیزات مورد نیاز برای جوشکاری تیگ خیلی مقرون به صرفه است و باعث میشود خدمات قیمت مناسبی داشته باشد.
معایب
- در حالی که جوش تیگ خیلی قوی است، باید مطمئن شوید که با یک فلز تمیز کار میکنید چون ناخالصیها و آلودگیها منجر به جوشهای ضعیفتر میشوند.
- فرآیند جوشکاری تیگ نرخ رسوب پایینی دارد و فقط با سرعت خاصی انجام میشود؛ به این معنا که نمیشود آن را با عجله انجام داد.
- در حالیکه تمام جوشکاریها فقط باید زمانی انجام شوند که شما سطح خاصی از آموزش و آگاهی را در موردش داشته باشید، انجام جوشکاری تیگ یک شوخی نیست. از میان انواع دیگر جوشکاری، تیگ به بیشترین مهارت و چابکی نیاز دارد!
- جوشکاری تیگ به مهارت و تخصص نیاز دارد و تنها یک جوشکار با تجربه از عهده آن برمیآید. به همین دلیل با وجود گران نبودن تجهیزات، هزینههای نیروی کار جوشکاری تیگ بیشتر است.
- از آنجا که جوش تیگ قوی و بادوام است، جدا کردن قطعاتی که با تیگ جوش داده شدهاند خیلی سخت است. ممکن است یک جوشکار حرفهای بتواند آن را مدیریت کند، اما اغلب قطعات آسیب میبینند.

سوالات متداول
❓آیا میشود بدون گاز جوش داد؟
بدون گاز محافظ، تنگستن را میسوزانید، چون میتواند به دمای خیلی بالایی برسد و زنگ بزند یا خورده شود. همچنین باعث آلوده شدن جوش و عدم نفوذ به قطعه کار میشود.
❓آیا میشود از هر گازی برای جوشکاری تیگ استفاده کرد؟
خیر، فقط باید از گازهای بیاثر استفاده کرد. آرگون گاز محافظ اصلی است که برای جوشکاری تیگ و میگ و آلومینیوم استفاده میشود. دیاکسید کربن یک قوس سردتر، درشتتر و یک جوش سختتر ایجاد میکند. گاز دیگری که معمولا استفاده میشود هلیوم است و معمولاً مخلوطی از هلیوم و آرگون ترجیح داده میشود.
❓دمای ایدهآل برای جوشکاری تیگ چقدر است؟
در جوشکاری تیگ، خواص فلز تنگستن به آن اجازه میدهد تا دمای قوس تقریباً ۱۱۰۰۰ درجه فارنهایت را حفظ کند. نقطه ذوب بالا و هدایت الکتریکی عالی از سوختن الکترود تنگستن جلوگیری میکند!
❓کدام ارجح است، تیگ یا میگ؟
جوشهای تیگ خیلی منظم و دقیقاند، بنابراین اگر قطعه کار باید از نظر زیبایی ظاهری دلپذیر باشد، جوش تیگ ترجیح داده میشود. اگر قصد دارید با مواد گِیج نازکتر کار کنید، باز هم جوشهای تیگ بهترند. با فلزات ضخیمتر، جوشهای میگ گزینه بهتری هستند چون بطور قابل توجهی سریعتر از جوش تیگ هستند.
❓چه زمانی تکنیک جوشکاری تیگ اختراع و تکمیل شد؟
راسل مردیت، اولین بار این فرآیند را در سال ۱۹۴۱ اختراع و به کمال رساند. او این فرآیند را “هلیارک” نامید، چون از هلیوم به عنوان گاز محافظ و قوس الکترود تنگستن استفاده میکرد.
منبع: Welding Headquarters