



 ۰
۰ تفاوت بین جوشکاری، بریزکاری و لحیم کاری
این سه روش همگی راههایی برای اتصال دو یا چند قطعه فلز به کمک مواد دیگرند که همچنین برای پر کردن شکاف در قطعات فلزی هم استفاده میشوند. با این حال، روشهای انجام این فرآیندها به طور قابل توجهی با یکدیگر متفاوت است. موقع جوشکاری، قطعات فلزی یا ترموپلاستیکی که قرار است به هم وصل شوند، باید مشابه باشند؛ یعنی مثلاً مس را نمیشود به فولاد جوش داد. به این دلیل که در جوشکاری از دماهای بالا برای ذوب دو قطعه و جوش دادن همزمان آنها به یکدیگر استفاده میشود و گاهی اوقات فلزات پرکننده هم بکار میروند. وقتی این کار به درستی انجام شود، جوش به اندازه فلز اطرافش قوی میشود. با این حال، اگر این فرآیند به درستی انجام نشود، به راحتی دچار مشکل میشوید.
اگر دو فلز دارای نقاط ذوب بسیار دور از هم باشند، حرارت زیاد میتواند باعث تغییر خواص فلز و منجر به جوش ضعیفتر شود. به همین دلیل قطعاتی که قرار است به هم جوش داده شوند باید مشابه باشند.
از سوی دیگر، بریزکاری نیازی به ذوب شدن دو فلز یا ترموپلاستیک با هم ندارد. در عوض، از یک فلز پرکننده که معمولا یک آلیاژ است، استفاده میکند که به دو قطعه متصل و آنها را به هم وصل میکند.
این فلز پرکننده نقطه ذوب خیلی کمتری نسبت به دو قطعه فلزی خواهد داشت. بنابراین، چون دو فلز لازم نیست همزمان ذوب شوند، خطر تغییر خواص فلز به دلیل گرمای زیاد وجود ندارد و خیلی از فلزات غیرمشابه هم میتوانند با بریزکاری به یکدیگر متصل شوند.
بریزکاری اغلب از فلاکس استفاده میکند، که مایعی است که باعث خیس شدن دو فلز میشود و به فلز پرکننده اجازه میدهد تا بهتر روی دو قسمتی که قرار است به هم متصل شوند، جریان یابد. فلاکس همچنین قسمتهای اکسید را تمیز میکند و اجازه میدهد پرکننده محکمتر به قطعات فلزی بچسبد.
در فرآیندهای جوشکاری فلاکسها برای تمیز کردن سطوح هم استفاده میشوند. اگر اتصالات بریزکاری شده به درستی اجرا شوند، میتوانند از خود دو قطعهای که به هم متصل میشوند قویتر باشند، اما نه به اندازه اتصالات جوشکاری شده. با این حال، لحیم کاری به خودی خود دارای حداقل تأثیرات روی دو قسمت فلزی است.
لحیم کاری کلمه دیگری است که ممکن است در مورد جوشکاری شنیده باشید که یک درجه حرارت پایینتر از بریزکاری است و با پرکننده هایی معروف به لحیم انجام میشود که نقطه ذوبشان نسبت به بریزکاری خیلی پایینتر است. لحیم کاری را میشود با استفاده از فلزات مختلف مثل طلا، نقره و مس انجام داد.
لحیم ذوب میشود، به قطعات فلزی میچسبد و باعث پیوند آنها میشود. با این حال، به دلیل دماهای پایینتر، به اندازه اتصالات جوشکاری یا بریزکاری قوی نیست.
لحیمها در ابتدا فقط از سرب ساخته میشدند، اما با توجه به تغییر کلی به سمت استفاده از محصولات سازگار با محیط زیست، این صنعت حالا به دنبال جایگزینهای بدون سرب است. لحیم کاری هم مثل جوشکاری و بریزکاری نیاز به استفاده از فلاکس دارد تا سطوح فلزی را تمیز و جریان فلز پرکننده یا لحیم کاری را بر روی قطعاتی که قرار است به هم وصل شوند آسانتر کند.
وقتی این کار به درستی انجام شود، جوش به اندازه فلز اطرافش قوی میشود. با این حال، اگر این فرآیند به درستی انجام نشود، به راحتی دچار مشکل میشوید.
اگر دو فلز دارای نقاط ذوب بسیار دور از هم باشند، حرارت زیاد میتواند باعث تغییر خواص فلز و منجر به جوش ضعیفتر شود. به همین دلیل قطعاتی که قرار است به هم جوش داده شوند باید مشابه باشند.
از سوی دیگر، بریزکاری نیازی به ذوب شدن دو فلز یا ترموپلاستیک با هم ندارد. در عوض، از یک فلز پرکننده که معمولا یک آلیاژ است، استفاده میکند که به دو قطعه متصل و آنها را به هم وصل میکند.
این فلز پرکننده نقطه ذوب خیلی کمتری نسبت به دو قطعه فلزی خواهد داشت. بنابراین، چون دو فلز لازم نیست همزمان ذوب شوند، خطر تغییر خواص فلز به دلیل گرمای زیاد وجود ندارد و خیلی از فلزات غیرمشابه هم میتوانند با بریزکاری به یکدیگر متصل شوند.
بریزکاری اغلب از فلاکس استفاده میکند، که مایعی است که باعث خیس شدن دو فلز میشود و به فلز پرکننده اجازه میدهد تا بهتر روی دو قسمتی که قرار است به هم متصل شوند، جریان یابد. فلاکس همچنین قسمتهای اکسید را تمیز میکند و اجازه میدهد پرکننده محکمتر به قطعات فلزی بچسبد.
در فرآیندهای جوشکاری فلاکسها برای تمیز کردن سطوح هم استفاده میشوند. اگر اتصالات بریزکاری شده به درستی اجرا شوند، میتوانند از خود دو قطعهای که به هم متصل میشوند قویتر باشند، اما نه به اندازه اتصالات جوشکاری شده. با این حال، لحیم کاری به خودی خود دارای حداقل تأثیرات روی دو قسمت فلزی است.
لحیم کاری کلمه دیگری است که ممکن است در مورد جوشکاری شنیده باشید که یک درجه حرارت پایینتر از بریزکاری است و با پرکننده هایی معروف به لحیم انجام میشود که نقطه ذوبشان نسبت به بریزکاری خیلی پایینتر است. لحیم کاری را میشود با استفاده از فلزات مختلف مثل طلا، نقره و مس انجام داد.
لحیم ذوب میشود، به قطعات فلزی میچسبد و باعث پیوند آنها میشود. با این حال، به دلیل دماهای پایینتر، به اندازه اتصالات جوشکاری یا بریزکاری قوی نیست.
لحیمها در ابتدا فقط از سرب ساخته میشدند، اما با توجه به تغییر کلی به سمت استفاده از محصولات سازگار با محیط زیست، این صنعت حالا به دنبال جایگزینهای بدون سرب است. لحیم کاری هم مثل جوشکاری و بریزکاری نیاز به استفاده از فلاکس دارد تا سطوح فلزی را تمیز و جریان فلز پرکننده یا لحیم کاری را بر روی قطعاتی که قرار است به هم وصل شوند آسانتر کند.

مزایای بریزکاری
استحکام مفصل
بریزکاری مزایای زیادی نسبت به سایر انواع جوش دارد از جمله اینکه اتصالات بریزکاری قوی هستند. در خیلی از موارد، چنانچه اتصال بریزکاری به درستی انجام شود، به استحکام فلزات پرکننده مورد استفاده برای اتصال و یا قویتر از آنست.دمای پایین
بریزکاری نسبت به جوشکاری به دماهای خیلی کمتری نیاز دارد، به این معنی که دسترسی به آنها آسانتر و فرآیندش سادهتر است. گرمای کمتر همچنین در هزینهها صرفهجویی و فرآیند را خیلی مقرون به صرفهتر از جوشکاری معمولی میکند. از آنجایی که گرمای زیاد باعث تغییر خواص فلز میشود، بریزکاری باعث میشود تا خطر اعوجاج یا تاب برداشتن فلز برای مواد اصلی به حداقل برسد.فلزات ذوب نمیشوند
یکی از مهمترین مزایای بریزکاری نسبت به سایر انواع جوش این است که نیازی به ذوب شدن دو فلز ندارد و چون فلزات پایه دست نخورده نگه داشته میشوند، بیشتر خواص فیزیکیشان حفظ میشود. یکپارچگی فلز پایه مشخصه تمام اتصالات بریزکاری شده از جمله اتصالات نازک به ضخیم است.سهولت اتصال
یکی دیگر از مزایای اصلی استفاده از بریزکاری اینست که اتصال فلزات با خواص غیر مشابه با استفاده از فلاکس یا آلیاژهای روکش شده با شار آسان است. چون دو قطعه کار فلزی برای اتصال لازم نیست ذوب شوند، مهم نیست که نقطه ذوب آنها چقدر باشد. این بدان معناست که بریزکاری فولاد و مس به آسانی اتصال فولاد به فولاد خواهد بود؛ درحالیکه جوشکاری خیلی دشوارتر است چون شامل ذوب قطعات کار قبل از اتصال آنها به یکدیگر است. این میتواند منجر به مشکل در تغییر حرارتی خواص فلزات شود، و در نتیجه نیاز به استفاده از روشهای جوشکاری خیلی گرانتر و پیچیده تر را افزایش دهد تا بشود این دو قطعه را با کمترین آسیب به یکدیگر جوش داد. بریزکاری به این معناست که شما میتوانید هر فلزی را برای مونتاژ خود انتخاب کنید، صرف نظر از تفاوت آنها در نقطه ذوب، و مطمئن باشید که میتوانید آنها را به راحتی به یکدیگر پیوند دهید.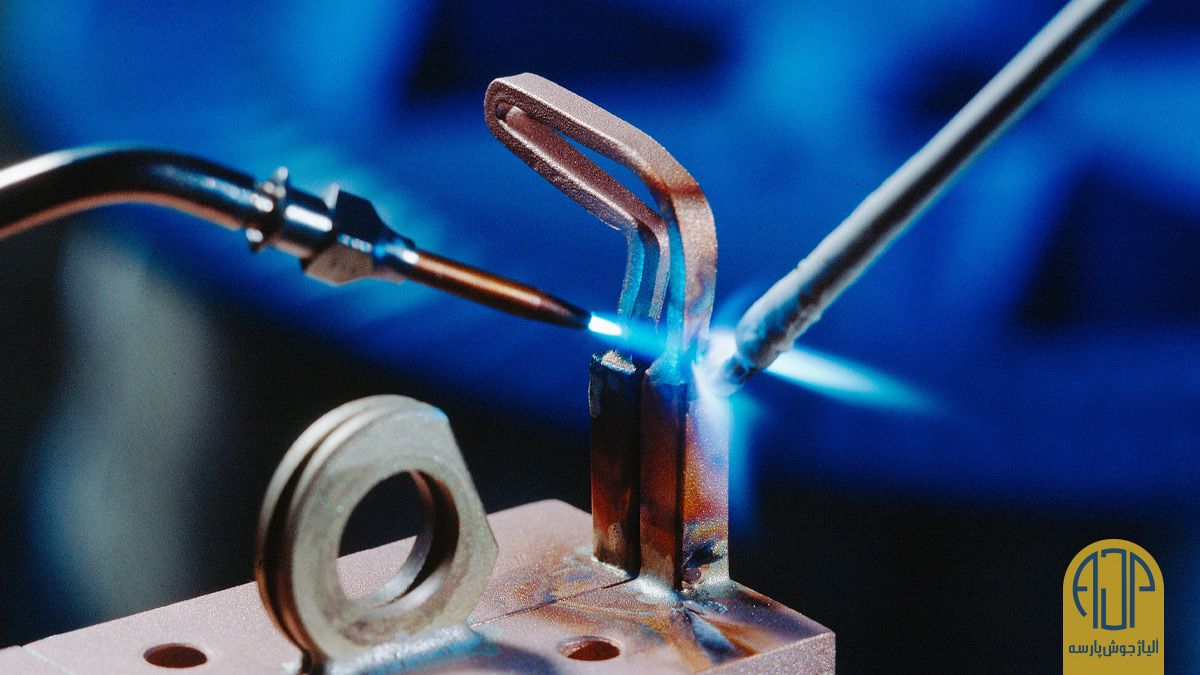
معایب بریزکاری
قدرت مفصل
چون فلزات پایه در طول این فرآیند ذوب نمیشوند، اتصالی که تشکیل میشود به احتمال زیاد به اندازه فلزات پایه قوی نیست، اگرچه احتمالاً قویتر از فلز پرکنندهء استفاده شده است. در نتیجه این اتصال نسبت به جوشهایی که از طریق فرآیندهای جوشکاری فیوژن معمولی ایجاد میشود، استحکام کمتری داشته دارد.آسیب مفصل
در حالیکه اتصالات را میشود به تنهایی قوی در نظر گرفت، ولی به راحتی در دمای بالا آسیب میبینند. در محیطهای صنعتی اتصالات بریزکاری شده به سطح بالاتری از تمیزی فلز پایه نیاز دارند، با شار لازم برای تمیز کردن سطح فلزات قبل از انجام فرآیند جوشکاری.تفاوت رنگ
چون اتصال از فلز پرکننده ساخته شده، رنگ و خواص آن ممکن است با فلزات پایه متفاوت باشد. در حالیکه این یک مشکل خیلی بزرگ نیست، در برخی موارد، به طور برجستهای قابل توجه است و میتواند باعث آسیبهای زیبایی شود.تکنیکهای رایج بریزکاری
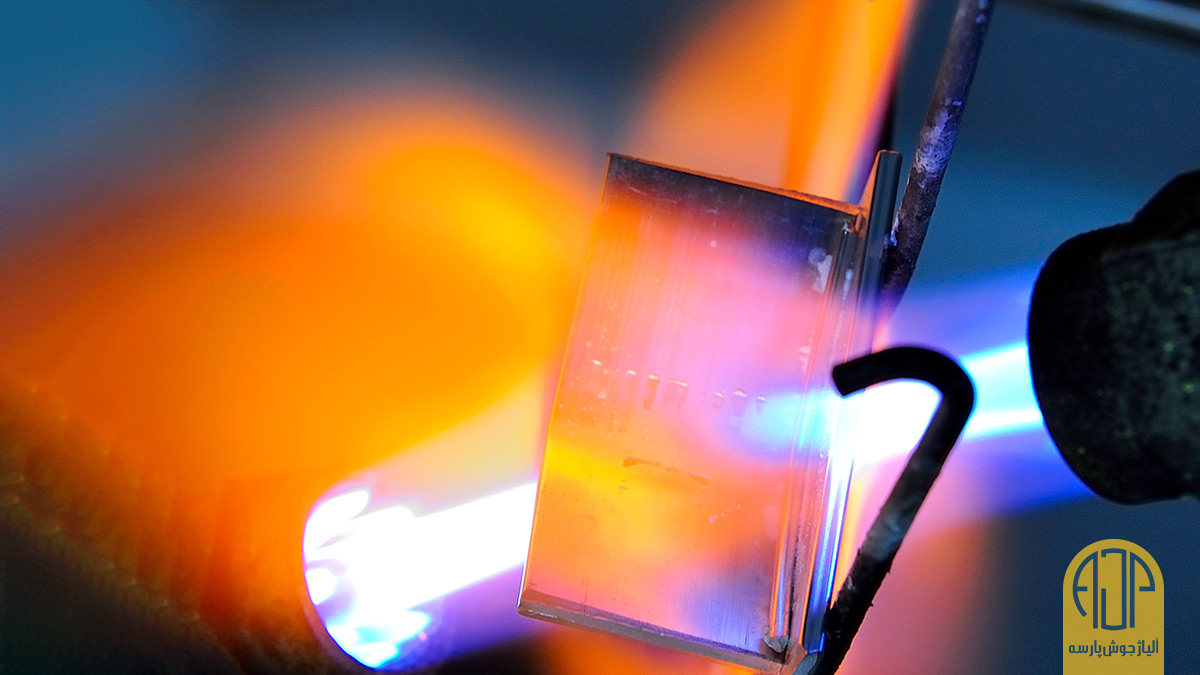
۱. بریزکاری مشعل
این یکی از رایجترین انواع بریزکاری است که برای حجمهای تولید کمتر یا برای عملیاتهای تخصصی استفاده میشود. بریزکاری مشعل را میشود با استفاده از ماشینآلات، مشعلهای دستی یا اتوماتیک انجام داد.بریزکاری مشعل دستی
این روش شامل استفاده از گرمای شعله گازی است که در نزدیکی محل اتصال بریزکاری قرار میگیرد. بسته به سطح اتوماسیونی که فرآیند دارد، مشعل را میشود به صورت دستی یا ثابتشده در یک محل بکار برد. در بریزکاری مشعل دستی برای کاهش میزان اکسیداسیون، شار مورد نیاز است، اگرچه در برخی موارد، مانند لحیمکاری مس، این کار غیر ضروری است.بریزکاری مشعل ماشینی
بریزکاری مشعل ماشینی اغلب در جاهایی استفاده میشود که به عملیات مکرر بریزکاری مشعل نیاز است. این ترکیبی از عملیات خودکار و دستی با اپراتورهایی است که مواد لحیم کاری را به صورت دستی قرار میدهند، در حالی که ماشین لحیم کاری اصلی را انجام میدهد. این روش از این جهت سودمند است که میزان کار مورد نیاز و مهارت لازم برای انجام بریزکاری واقعی را کاهش میدهد. هیچ جوّ محافظی وجود ندارد و این یعنی به شار هم نیاز است.
بریزکاری مشعل اتوماتیک
بریزکاری مشعل اتوماتیک روشی است که تقریباً به طور کامل نیاز به کار دستی را در کنار بارگیری و تخلیه مواد از بین میبرد. این روش به دلیل یکنواختی کار ماشین و کاهش هزینه عملیاتی، نرخ تولید بالا و کیفیت بریزکاری بهتر را نشان میدهد. ماشین آلات مورد استفاده مشابه ماشین آلات بریزکاری مشعل است، اما در اینجا ماشین آلات جایگزین اپراتور هم میشوند.۲. بریزکاری کوره
این یکی دیگر از فرآیندهایی است که اکثراً نیمه اتوماتیک است و به دلیل اینکه میشود از آن برای تولید انبوه استفاده کرد و نیاز به نیروی کار ماهر زیادی ندارد، برای لحیم کاری صنعتی خیلی مورد استفاده قرار میگیرد. بریزکاری کوره نسبت به انواع دیگر مزایایی دارد. به عنوان مثال، میتواند مقادیر زیادی قطعات کوچک تولید کند که به راحتی در جای خود قرار میگیرند. همچنین دارای یک چرخه حرارت کنترل شده است که نیازی به تمیز کردن بعد از بریزکاری ندارد. چهار نوع اصلی از کورههای مورد استفاده در بریزکاری وجود دارد:نوع دستهای یا ناپیوسته
کورههای نوع ناپیوسته هزینه تجهیزات پایینی دارند و برای گرم کردن هر قسمت به طور جداگانه استفاده میشوند. هر زمان که نیاز باشد میشود آن را روشن و خاموش کرد، که باعث کاهش هزینههای عملیاتی در زمان بلااستفادگی کوره میشود. این کوره برای نیازهای تولیدی با حجمی در بازه متوسط تا زیاد، خوب است و دارای مزایایی است که از انعطاف پذیری بیشتری در مورد قطعات قابل بریزکاری برخوردار است. اکسیداسیون و تمیزی با استفاده از فلاکس کنترل میشود.نوع پیوسته
کورههای نوع پیوسته برای جریان یکنواخت قطعات مشابه استفاده میشوند. اینها اغلب با نوار نقالههایی استفاده میشوند که مواد را با سرعت قابل کنترل از طریق منطقه داغ حمل میکنند. این کورهها اغلب با شار از پیش اعمال شده یا اتمسفرهای کنترل شده برای مدیریت سطوح اکسیداسیون و تمیزی استفاده میشوند. به دلیل نیاز کم به کار دستی، این نوع کوره اغلب با تولید در مقیاس بزرگ همراه است.
نوع رتورت
در کورههای نوع رتورت از روکش مهر و موم شدهای به نام "رتورت" استفاده میشود که آنها را از کوره های نوع دستهای متمایز میکند. یک مخزن با اتمسفر مورد نظر، پُر، جوش داده و بعد از آن با روشهای گرمایش معمولی به صورت خارجی گرم میشود. از آنجایی که دماهای بالا در آنها دخیلاند، ریتورتها معمولاً در برابر حرارت مقاوم هستند و در نسخههای نیمه پیوسته یا دستهای استفاده میشوند.نوع خلاء
کورههای خلاء یک روش اقتصادی برای جلوگیری از اکسیداسیون هستند و برای موادی استفاده میشوند که دارای اکسیدهای بسیار پایدارند و قابلیت بریزکاری در کورههای با اتمسفر باز را ندارند. بریزکاری خلاء با مواد نسوز و ترکیبات آلیاژی عجیب و غریب که برای کورههای جوی مناسب نیستند هم استفاده میشود. در این کورهها هیچ جریان یا اتمسفر کاهندهای که تمیزی را بسیار مهم میکند، وجود ندارد. کورههای خلاء بیشتر به صورت دستهای استفاده میشوند و برای سطوح تولید متوسط تا بالا مناسباند.۳. بریزکاری نقره
بریزکاری نقره گاهی اوقات به عنوان لحیمکاری سخت شناخته میشود و شامل استفاده از فلز پرکننده آلیاژ نقره برای فرآیند بریزکاری است. این آلیاژهای نقره میتوانند دارای درصدهای متفاوتی از فلزات مختلف دیگر باشند. بریزکاری نقره برای اتصال لبههایی از جنس "فلز سخت" به ابزارهایی مثل تیغههای اره برای صنعت ابزار استفاده میشود. آلیاژ بریز بر روی لبه فلز سخت ذوب میشود و ضمن قرار گرفتن در کنار فولاد دوباره ذوب میشود. این پدیده "پیش قلع" نامیده میشود و برای حل مشکل خیس شدن فلزات سخت بکار میرود که باعث کند شدن جریان پرکننده میشود. نوع خاصی از روش بریزکاری نقره، بریزکاری پین نام دارد که برای اتصال کابلها به خطوط راهآهن استفاده میشود.۴. جوشکاری چدن
جوشکاری چدن در واقع نوعی عملیات بریزکاری است. میله پرکننده مورد استفاده از نیکل ساخته شده، گرچه میشود آن را از طریق فرآیندهای جوشکاری معمولی با استفاده از میلههای چدنی هم انجام داد. جوشکاری چدن برای استفاده از برق در امتداد پرکننده مسی برای گرم نگه داشتن لولههای زیرزمینی در مناطق سردتر استفاده میشود.۵. بریزکاری خلاء
این یک تکنیک اتصال و دارای مزایای قابل توجهی است. در این فرآیند که بسیار تمیز و بدون شار است، اتصالات با بالاترین سطح قدرت و یکپارچگی ایجاد میشوند. البته، به دلیل پیچیدگیهایی که دارد، این فرآیند میتواند گران باشد؛ از جمله اینکه در داخل یک محفظه خلاء انجام میشود. قرار گرفتن در خلاء باعث میشود که با حفظ یکنواختی دما خیلی از مشکلات که با جوشکاری و لحیم کاری مرتبط است کم شوند، از جمله تنش پسماند به دلیل گرمایش و سرمایش ِکُند. به همین دلیل، خواص حرارتی و مکانیکی قطعات کار بهبود مییابد و عملیات حرارتی منحصربفردی امکانپذیر میشود. از آنجا که بریزکاری خلاء در کوره انجام میشود، میتوان بطور همزمان چندین اتصال ایجاد کرد چون کل کوره به دمای مورد نیاز میرسد. گرما از طریق تشعشع منتقل میشود چون وجود خلاء به این معناست که خیلی از روشهای دیگر قابل استفاده نیستند.۶. بریزکاری غوطهور
این روش برای بریزکاری آلومینیوم استفاده میشود چون هوا از فرآیند حذف میشود، و این یعنی احتمال تشکیل اکسیدها کمتر است. قطعاتی که قرار است به هم متصل شوند ثابت میشوند و ترکیب بریزکاری به صورت دوغاب بر روی سطح صورت میگیرد. بعد این مجموعه در حمامهای نمک مذاب فرو میرود که به عنوان شار و همچنین واسطهای برای انتقال گرما عمل میکنند و یک روش رایج در صنعت هوافضاست. بریزکاری یک روش رایج برای اتصال انواع مختلفی از مواد هم هست که به روشهای دیگر قابل اتصال به هم نیستند.منبع: Welding Headquarters