مروری کوتاه بر جوشکاری قوسی فلز پوششدار (SMAW)
|
0
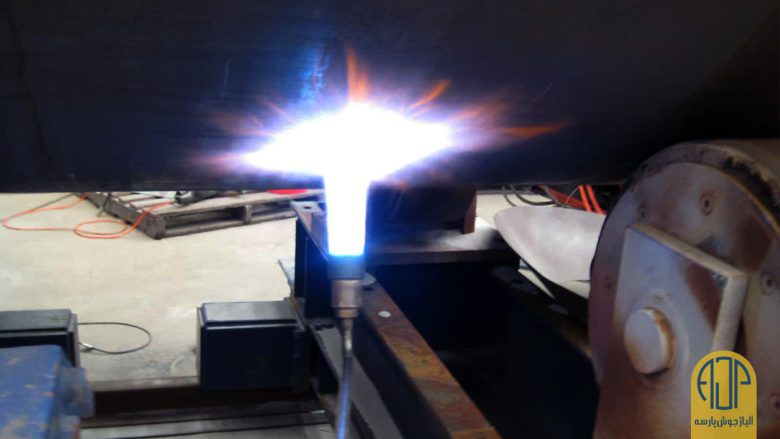
جوشکاری قوسی فلز پوششدار (SMAW: Shielded Metal Arc Welding)، نوعی رایج فرآیند جوشکاری است که به صورت دستی انجام میگیرد و در آن گرمای مورد نیاز فرآیند جوشکاری با استفاده از قوس الکتریکی تولید میشود. به عبارت دیگر، فلز و فولاد با استفاده از برق به یکدیگر متصل میشوند و در طول جوشکاری، گرما حتی میتواند تا ۶۵۰۰ درجه فارنهایت افزایش یابد.
اهداف اصلی برای استفاده از این فرآیند عبارتند از تعمیر فرسودگی و شکستگی ماشین آلات سنگین، جوشکاری خطوط لوله و همچنین انجام پروژههای ساختمانی در مقیاس بزرگ. وقتی این فرآیند انجام میشود، یک ماده شار مانند در اطراف جوش تشکیل میشود که هم در برابر کثیفی از فلز محافظت میکند و هم آن را محکم میسازد.
انواع جوش قوس الکتریکی
۱. جوشکاری قوس فلزی محافظ (SMAW)
الزامات این جوشکاری خیلی ساده است و عموماً در فرآیندهای سایش و پارگی، تعمیر و ساخت و ساز استفاده میشود.

۲. جوشکاری قوسی با هسته شار (FCAW)
این روش جوشکاری گرانتر از قبلی است و دلیل آن سرعت جوش بالاتر و نفوذ فلزات سریعتر است.
۳. جوشکاری قوس فلزی با گاز (GMAW)
این روش جوشکاری که با گاز انجام میشود سرعت بالایی دارد اما به راحتی قابل تطبیق نیست.
۴. جوشکاری زیر آب (SAW)
در این روش، قوس در زیر لایهای از شار قرار دارد. این فرآیند برای محدود کردن تماس آلایندهها استفاده میشود.
مزایای جوشکاری قوس الکتریکی
۱. قابلیت جابجایی:
حمل و نقل مواد مورد استفاده در این روش خیلی آسان از یک مکان به مکان دیگر است؛ امتیازی که در مناطق صنعتی و تولیدی از اهمیت بالایی برخوردار است.
۲. مقرون به صرفه بودن:
در مقایسه با سایر فرآیندها، جوشکاری قوس فلزی هزینه کمتری دارد و چون هیچ گازی در این فرآیند وجود ندارد، تجهیزات مورد نیاز آن هم کمتر است.
۳. مناسب برای اکثر فلزات:
یکی دیگر از دلایلی که صنایع، جوشکاری قوس فلزی را ترجیح میدهند این است که برای فلزات و آلیاژهای متعدد مناسب است.
۴. آلودگی کمتر:
در حالی که سایر روشهای جوشکاری دود و جرقههای زیادی تولید میکنند، جوشکاری قوس فلزی نسبتاً دود کمتری منتشر میکند و در نتیجه درجه ایمنی در حین کار را بالا میبرد.
۵. مقاوم در برابر خوردگی:
مسلما این ویژگی یکی از بهترین مزایای این فرآیند است. خوردگی یک چالش بزرگ در تولید و بسیاری از صنایع دیگر است و اگر مواد مصرفی جوش عاری از خوردگی باشد، همیشه یک مزیت ویژه محسوب میشود.

معایب جوشکاری قوس الکتریکی
۱. نامناسب برای مواد خاص:
جوشکاری قوس فلزی برای مواد نازک مناسب نیست. از آنجایی که در این روش دما میتواند تا ۶۰۰۰ درجه فارنهایت بالا برود، برای مواد نازکتر که نمی توانند آن را تحمل کنند، توصیه نمیشود.
۲. الکترودهای جوشکاری غیر قابل تعویض:
الکترودهای جوشکاری را نمیشود به راحتی تعویض کرد. بعد از فیکس کردن، نمیشود آنها را به طور مکرر تعویض کرد، بنابراین باید مراقب باشید. جدای از آن، حذف سرباره از جوش اجباری میشود.
۳. نرخ رسوب کم:
در مقایسه با روشهای دیگر، نرخ رسوب در جوشکاری قوس فلزی خیلی پایین است. فقط یادتان باشد که کل این فرآیند به مجموعهای از مهارتها نیاز دارد!
منبع: D&H Secheron