




 ۰
۰ جوشکاری عمودی سربالا به روش میگ
به طور کلی، جوشکاری میگ عمودی ِسربالا تقریباً مثل جوشکاری استاندارد میگ با کمی تغییرات جزئی انجام میشود. برای به دست آوردن یک جوش عمودی خوب و نافذ، تنها کاری که باید انجام دهید این است که تنظیمات خود را پایین بیاورید و مثلث بسازید. نمیدانید منظور از مثلث چیست؟ بسیار خب، توضیح میدهیم.تنظیمات را درست انجام دهید
وقتی سر بالا جوش میزنید، در واقع دارید با جاذبه میجنگید؛ بدان معنا که اگر حوضچه جوش شما بیش از حد سیال باشد، نمیتوانید آن را به درستی کنترل کنید و خواهید دید که بیشتر آن به پایین میچکد یا از روی مفصل میریزد. به همین دلیل است که پایین آوردن تنظیمات، اولین قدم برای به دست آوردن یک جوش سربالای خوب است، اما زیادی هم نباید کم باشد. چون شما باید گرمای کافی به فلز بدهید تا در آن نفوذ کنید. از هر تنظیماتی که معمولاً برای جوش سرپایین استفاده میکنید، توصیه می کنیم ولتاژ خود را به حدود ۴-۳ و سرعت سیم خود را به حدود ۶-۵ کاهش بدهید. در اینجا یک مثال میزنیم: فرض کنید که میخواهید فولاد ۶ میلیمتری را با سیم ۰.۸ میلیمتری جوش بدهید. برای داشتن یک جوش استاندارد صاف و هموار بر روی نیمکت، تنظیمات شما باید حدود ۲۳ ولت (ولت) و سرعت سیمتان ۱۲ متر در دقیقه باشد. اگر میخواهید روی همان فلز به صورت سربالا جوش بدهید، باید تنظیمات روی ۲۰-۱۹ ولت و سرعت سیمتان ۷-۶ متر در دقیقه باشد. وقتی که تنظیمات خود را طوری تنظیم کردید که دیگر جوشتان سقوط نکند، در واقع به مرحله دوم تکنیک عمل کردهاید و همینجاست که مثلثها وارد میشوند. ساخت مثلث
ساخت مثلث
تکنیک مثلث دقیقاً همان چیزی است که از نامش به نظر میرسد. یعنی شما باید مشعل خود را طوری حرکت دهید که به نظر برسد در حال کشیدن مثلث هستید. با استفاده از تکنیک مثلث، میتوانید کنترل روی حوضچه جوش خود را حفظ کرده و به نفوذ مناسب در محل اتصال دست پیدا کنید.
حرکت مشعل به شکل مثلث به پخش گرما هم کمک میکند و گرما به جای تمرکز در یک نقطه، دائماً در اطراف مفصل حرکت میکند و پایین نگه داشته میشود.
بنابراین، دقیقاً چگونه این کار را انجام میدهید؟ وقتی صحبت از جوش عمودی ِسر بالاست، نباید از وسط مفصل شروع کنید، بلکه لازمست قوس خود را با زاویه دادن به یک طرف شروع کنید. چه در حال انجام یک جوش لب به لب باشید و چه یک جوش گوشه، به هر حال یک قطعه فلزی در سمت چپ و یک قطعه فلزی در سمت راست خواهید داشت.
مهم نیست از کدام یک شروع کنید. فرض کنید جوش خود را از سمت چپ شروع کردهاید. اولین قدم این است که مشعل خود را از چپ به راست حرکت دهید و مستقیماً روی مفصل بروید. شما باید قبل از حرکت به سمت بقیه حرکت مثلثی، یک پایه برای شروع کار بسازید. حالا که یک پایه دارید، مرحله بعدی این است که به صورت مورب در محل اتصال جوش بدهید. مشعل شما باید از سمت راست به سمت مرکز مفصل حرکت کند. در مرحله بعد، باید به صورت مورب به پایین تا بالای جایی که جوش شروع شده، جوش بدهید. کل حرکت شبیه یک مثلث و این اولین مثلث شماست. حالا میتوانید این مراحل را تکرار کنید: مستقیم، مورب رو به بالا، مورب رو به پایین.
مشعل را تا جایی که میتوانید در محل اتصال محکم نگه دارید تا بتوانید کنترل روی حوضچه جوش را حفظ کرده و آن را به جایی که باید باشد هدایت کنید.
برای به دست آوردن بهترین نتیجه، مکث لحظهای در لبههای کار و ضربه زدن به وسط، به نفوذ کمک میکند و باعث میشود که جوش در محل اتصال صافتر بنشیند.
تکنیک V وارونه
تکنیک مثلث تنها روشی نیست که میشود برای جوش عمودی ِسربالا استفاده کرد. روش V وارونه هم وجود دارد و به نظر میرسد که دقیقاً همانطور که از اسمش پیداست درست مثل اصل مثلثهاست.
سه نقطه V باعث میشود که هر دو طرف فلز را خیس کنید و به وسط آن ضربه بزنید.
در بیشتر موارد، هدف تکنیکهای عمودی همگی انجام یک کار است: اینکه حوضچه جوش را در محل اتصال نگه دارید و به گوشهها و ریشه ضربه بزنید.
وقتی که اجرای ریشه شما تمام شد، نیازی به استفاده از تکنیک مثلث (یا هر روش دیگری) در اجرای دوم یا سوم (یا بیشتر) نخواهید داشت. اجرای دوم و سوم شما باید برای تقویت یا درپوشگذاری جوش باشد و بنابراین دیگر به دستکاری مشعل نیازی نیست.
یک بافت کوچک کافی است و روی لبهها مکث کنید تا مطمئن شوید همه چیز با هم ترکیب میشود. اگر روی لبهها مکث نکنید، با خطر زیر بریدگی در محل جوش مواجه خواهید شد. زیربریدگی یک عیب در جوشکاری است که باید برطرف شود. لبههای کار را بسته نگه دارید و با یک جوش عمودی حرفهای کار را به پایان برسانید.
جوشکاری عمودی سربالا به روش استیک
درست مثل روش میگ، وقتی صحبت از جوشکاری عمودی میشود، گرانش بزرگترین چالش شماست. با این حال، علاوه بر کنترل تنظیمات، انتخاب الکترود روکشدار مناسب برای کار هم مهم است. طیف وسیعی از انواع الکترود وجود دارد با ویژگیهای خاص خودشان که میتواند بر نحوه عملکرد آنها در موقعیت عمودی تأثیر بگذارد.انتخاب یک الکترود استیک
هر الکترود در انتهای خود دارای یک مهر طبقهبندی است. الکترودهای فولادی با یک "E" همراه با یک کد ۴ رقمی (به عنوان مثال E6013) در انتهایشان مهر میشوند. E مخفف الکترود، دو عدد اول (60) نشان دهنده استحکام کششی، عدد سوم (1) نشان دهنده موقعیتهایی است که میشود از آن استفاده کرد و شماره چهارم (3) به نوع پوشش الکترود اشاره دارد. الکترودی را انتخاب کنید که مقاومت کششی یکسان یا بیشتر از فلز پایه شما داشته باشد؛ یعنی رقم سوم آن باید 1 باشد که نشان میدهد میشود از آن در همه موقعیتها از جمله عمودی ِسربالا استفاده کرد. شما همچنین به پوششی نیاز دارید که خیلی تهاجمی یا شکننده نباشد، چون در این صورت کنترل آن در هنگام کار سربالایی بسیار دشوارتر میشود.فشار دهید یا بکشید؟!
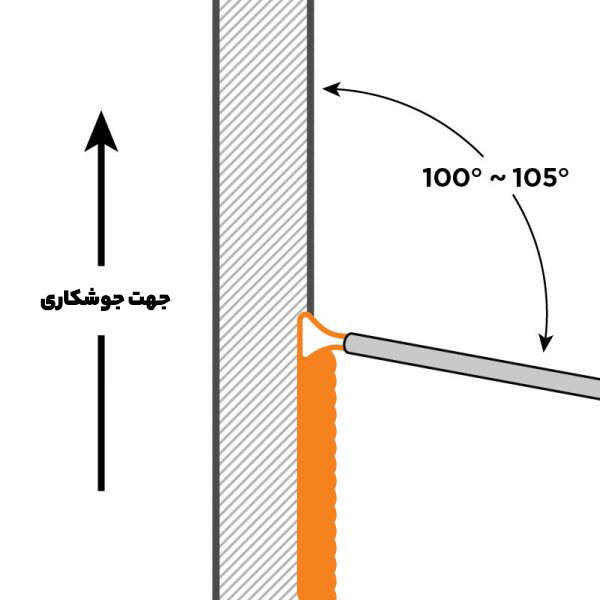 وقتی که الکترود مناسب خود را پیدا کردید، نکته بعدی که باید در نظر بگیرید تکنیک است. برخلاف هر نوع جوشکاری استیکی، جوش عمودی ِسربالا تنها زمانیست که باید جوش را فشار بدهید. نباید زاویه فشار تند باشد، اما اگر بخواهید جوش را به سمت بالا بکشید، میافتد.
دلیل اینکه باید به جای کشیدن فشار دهید اینست که فشار نفوذ لازم را فراهم میکند. کشیدن فلز مذاب به سمت بالا، در محل اتصال قرار نمیگیرد، چه برسد به اینکه نفوذ کند. با فشار دادن، میتوانید مطمئن باشید که نفوذ کافی روی جوش را فراهم میکنید.
موقع هل دادن یک جوش، باید زاویه حرکت ۱۵-۱۰ درجه باشد که در مورد جوشکاری عمودی ِسربالا هم صادق است. الکترود شما باید در مرکز اتصال قرار بگیرد (به عنوان مثال، عمود بر ۹۰ درجه در یک جوش لب به لب) و سپس کمی پایین بیاید.
در نهایت، مطمئن شوید که قوس خود را تا جایی که میتوانید بدون چسباندن الکترود محکم نگه دارید. نگه داشتن یک قوس محکم به شما کمک میکند تا گودال را کنترل کنید و ولتاژ را پایینتر نگه دارید. هرچه قوس بلندتر باشد، ولتاژ بالاتر و جوش گرمتر است.
وقتی که الکترود مناسب خود را پیدا کردید، نکته بعدی که باید در نظر بگیرید تکنیک است. برخلاف هر نوع جوشکاری استیکی، جوش عمودی ِسربالا تنها زمانیست که باید جوش را فشار بدهید. نباید زاویه فشار تند باشد، اما اگر بخواهید جوش را به سمت بالا بکشید، میافتد.
دلیل اینکه باید به جای کشیدن فشار دهید اینست که فشار نفوذ لازم را فراهم میکند. کشیدن فلز مذاب به سمت بالا، در محل اتصال قرار نمیگیرد، چه برسد به اینکه نفوذ کند. با فشار دادن، میتوانید مطمئن باشید که نفوذ کافی روی جوش را فراهم میکنید.
موقع هل دادن یک جوش، باید زاویه حرکت ۱۵-۱۰ درجه باشد که در مورد جوشکاری عمودی ِسربالا هم صادق است. الکترود شما باید در مرکز اتصال قرار بگیرد (به عنوان مثال، عمود بر ۹۰ درجه در یک جوش لب به لب) و سپس کمی پایین بیاید.
در نهایت، مطمئن شوید که قوس خود را تا جایی که میتوانید بدون چسباندن الکترود محکم نگه دارید. نگه داشتن یک قوس محکم به شما کمک میکند تا گودال را کنترل کنید و ولتاژ را پایینتر نگه دارید. هرچه قوس بلندتر باشد، ولتاژ بالاتر و جوش گرمتر است.
تکنیک جوشکاری عمودی ِسربالا
علاوه بر این که تنها زمانی است که یک جوش استیکی فشار داده میشود، همچنین باید موقع بالا رفتن عمودی از یک اتصال، جوش را دستکاری هم بکنید. به طور کلی، جوشکاری استیکی در مواد ضخیمتر استفاده میشود، اما قرار نیست پانلهای ماشین را با آن جوش دهید. با در نظر گرفتن این موضوع، بیشتر جوشهایی که باید به صورت عمودی ِسربالا انجام شوند، نسبتاً ضخیم خواهند بود (حدود ۶ میلیمتر و بیشتر). موقع جوشکاری فلز ضخیمتر، تقریباً همیشه در گوشهها جوش میزنید. حتی اگر در حال انجام جوش لب به لب هستید یا اگر با فلزی به این ضخامت کار میکنید، حتما جوشکاریتان باید به صورت اریب باشد. چون در غیر این صورت، هرگز تا آخر کار نمیتوانید نفوذ جوش را حفظ کنید. بنابراین، احتمالاً روی صفحات ۶ میلیمتری یا ضخیمتر به چندین پاس نیاز خواهید داشت و از همینجاست که استیک عمودی با جوشکاری الکترود استاندارد متفاوت میشود. مثل جوشکاری میگ، اولین اجرای شما باید با تکنیک مثلث انجام شود. مکث در دو طرف جوش و سوراخ کردن در مرکز به پر کردن درست شکاف و ایجاد نفوذ کمک میکند. وقتی که اجرای ریشه شما تمام شد، اگر به اجرای دوم نیاز دارید، میتوانید فقط به روش بافت کار کنید. وقتی نوبت به بافتن میرسد، باید مطمئن شوید که از این طرف به آن طرف زیگزاگی میزنید و بیشتر زمانتان را در کنارهها میگذرانید نه در وسط کار. (وسط از خودش مراقبت میکند). نیازی به دستکاری زیاد نیست، اما لازمست که جوش شکاف را پر کرده و در کنارهها خیس شود. اگر کار به خوبی انجام شود، موجهای جوش شما باید نزدیک به هم باشند، که گاهی اوقات به آن اثر طنابی میگویند.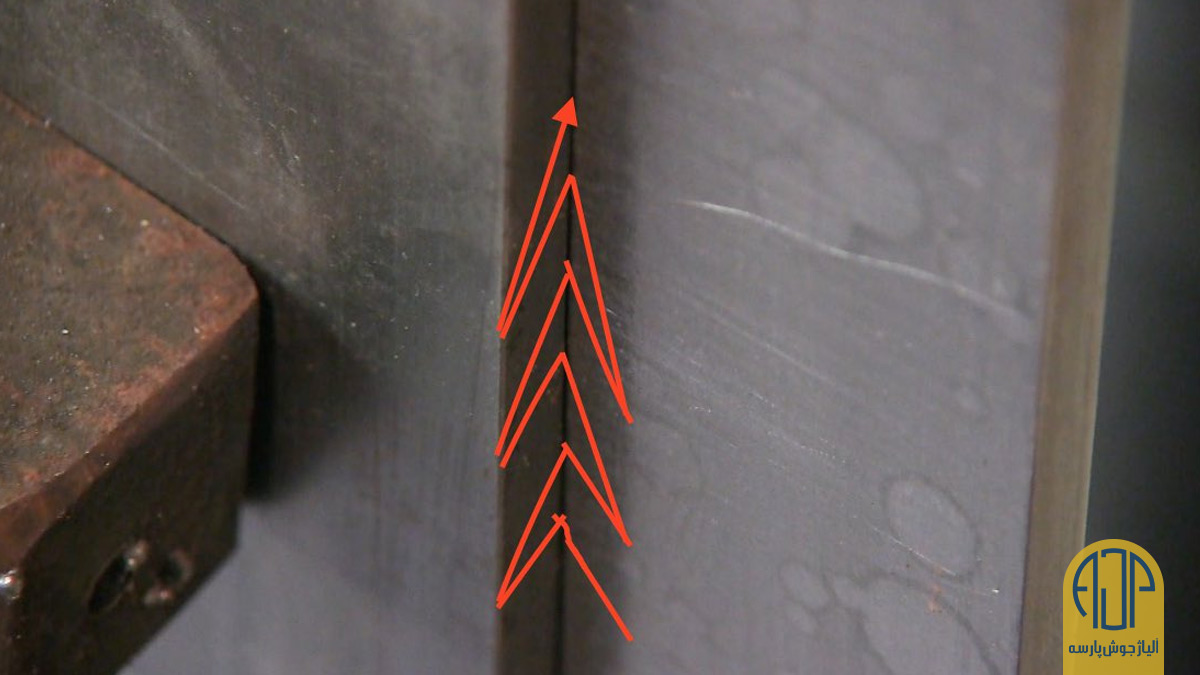
عجله نکنید!
جوشکاری استیک عمودی ِسربالا روندی کندتر از حد معمول دارد. اگر سعی کنید و با عجله از آن عبور کنید، به احتمال زیاد کل جوش را خراب خواهید کرد چون دائم میافتد و میچکد، و شما باید دوباره از اول شروع کنید. وانگهی فراموش نکنید که این جوشکاری با الکترود است؛ یعنی شما باید بعد از هر پاس، سرباره را جدا کنید (به خصوص اگر لازم باشد تا چندین پاس کار کنید)، چون اگر این کار را نکنید، آخالهای سرباره خواهید داشت که یک عیب جوش است. مطمئن شوید که مدتی را صرف انجام درست تنظیمات کردهاید. اگر قوس محکمی دارید و به آرامی حرکت میکنید، اما گودال شما هنوز خیلی سیال است، تنظیمات خود را پایین بیاورید. به احتمال زیاد آمپر شما خیلی زیاد است و کم کردن آن کنترل جوش شما را بسیار آسانتر میکند. به طور کلی، الکترودها دارای محدوده آمپر توصیه شده هستند. در بیشتر موارد، استفاده از محدوده پایینتر، گرمای کافی برای نفوذ بدون اینکه حوضچه جوش، شما را دیوانه کند، فراهم میکند. با این حال، ممکن است همیشه اینطور کار نکند. اگر در حال جوشکاری فلزی هستید که سمت ضخیمتری دارد، ممکن است نتوانید در محدوده پایینتر بمانید. به عنوان مثال، در جوشکاری فولاد نرم ۸ میلیمتری با الکترود ۲.۶ میلیمتری، که ضخامت ۸ میلیمتر تقریباً به اندازهای است که الکترود جوش میدهد، بنابراین پایین آوردن آمپر ممکن است به این معنا باشد که حتی ذوب هم نشود. ⚠️ توجه: برای جوشکاری روی هر سازهای، از اندازه الکترود توصیه شده استفاده کنید. در مورد فولاد ۸ میلیمتری، استفاده از الکترود با قطر ۳.۲ میلیمتر صحیح است. اگر مطمئن نیستید که بهترین تنظیمات چه خواهد بود، توصیه میکنیم با کاهش آمپر تا حدود ۱۰ شروع کنید و بعد مقداری فلز یدکی با همان ضخامت بردارید و روی آن تمرین کنید. اگر متوجه شدید که جوش خیلی سیال است یا به سختی در حال ذوب شدن است، آمپر خود را ۵ انتخاب کنید تا نقطه مناسب را پیدا کنید.جوشکاری عمودی سربالا به روش تیگ
جوشکاری تیگ عمودی ِسربالا در واقع به همان روش تمام جوشکاریهای تیگ انجام میشود. بنابراین، هیچ تکنیک اضافی یا چیز خاصی وجود ندارد که باید انجام شود. بیشتر تیگها بر روی فلز نازک انجام میشوند و برای جوشکاری با آمپر کمتر طراحی شدهاند. اگر آمپرها از قبل مناسب فلز نازکتر و نسبتاً کم هستند، نیازی به دستکاری اضافی برای کمک به نفوذ نیست و در عوض، میتوانید به روش همیشگی کار کنید. فقط دو کار وجود دارد که باید انجام دهید:- اول: مطمئن شوید که میتوانید قوس خود را ببینید چون در غیر این صورت، کارتان خوب پیش نمیرود.
- دوم: مطمئن شوید که میتوانید با میله پرکنندهء خود، تغذیه لازم را انجام دهید.
منبع: UniMig