جوشکاری آلومینیوم / بخش دوم
|
0
جوشکاری تیگ آلومینیوم
مسلماً جوشکاری تیگ سختتر است، اما نسبت به میگ گزینههای بیشتری برای آن وجود دارد که بر روی جوش تأثیر میگذارد (و احتمالاً بهبود میبخشد). مطمئناً این فرآیند کندتر است که سیم را با دست خود وارد کنید، اما در عوض میتوانید با آن جوشهای ظریفتر و زیباتری داشته باشید.
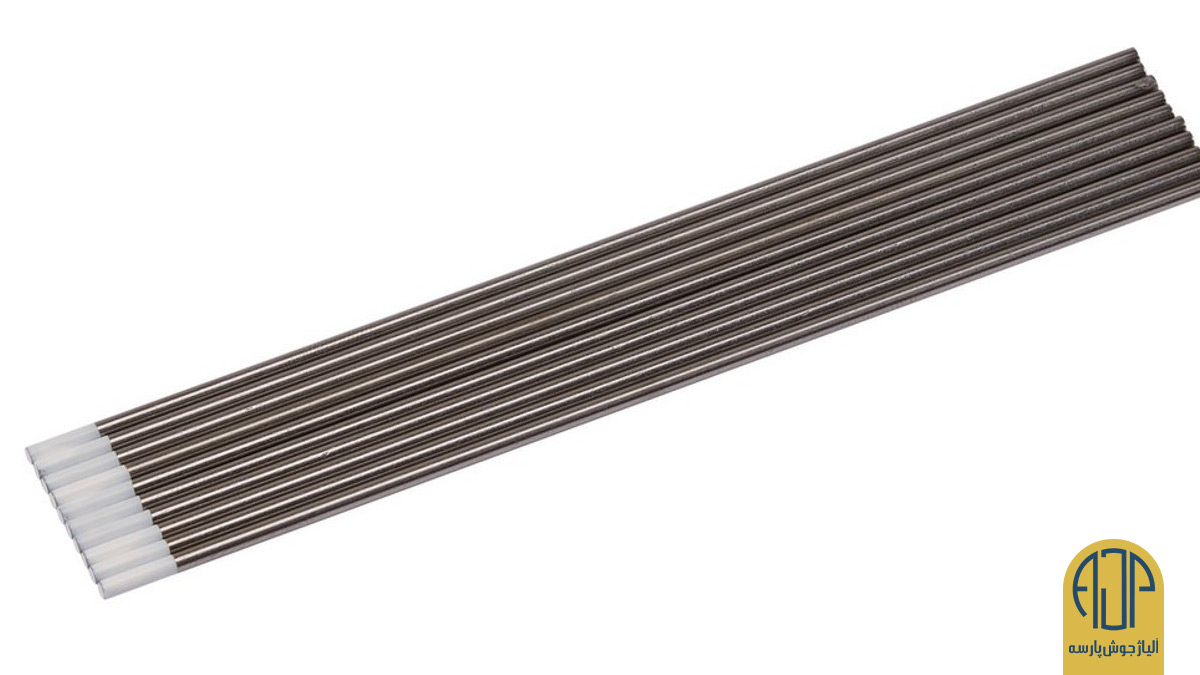
مثل تمام جوشکاریهای تیگ، اولین کاری که باید انجام دهید اینست که تنگستن خود را انتخاب و آماده کنید.
اما، کدام تنگستن را باید انتخاب کنید؟ شما میتوانید از نظر فنی از هر تنگستنی که میتواند روی جریان متناوب اجرا شود استفاده کنید. بسته به اینکه از چه کسی بپرسید، پاسخ متفاوتی دریافت خواهید کرد، اما ما تنگستن زیرکونیومدار را به دلیل پایداری قوس و عملکرد جریان متناوب توصیه میکنیم.
حالا که تنگستن خود را انتخاب کردید، باید آن را برای جوش آماده کنید. قاعده قبلا این بود که اگر آلومینیوم را جوش میدادید، باید نوک تنگستن خود را گلوله میکردید (بیشتر به این دلیل که اپراتورها عمدتاً از تنگستن خالص استفاده میکردند).
هر ماشینی قبلاً یک ماشین ترانسفورماتور بود، و این همراه با تنگستن خالص، یعنی اینکه برای تهیه تنگستن، آن را روی یک تکه مس (در AC) با آمپراژ بالا نگه میداشتید تا زمانی که نوک آن یک توپ را تشکیل دهد.
این روزها، با تکنولوژی پیشرفته، ماشینهای تیگ تقریباً همیشه ماشینهای اینورتر هستند، به این معنا که شما میتوانید تنگستن خود را همانطور که برای جوش فولادی آماده میکنید، با آسیاب کردن آن تا یک نقطه آماده کنید. یک نوک ِتیز به قوس فوکوس بیشتری میدهد، اما وقتی جریانتان متناوب باشد همچنان تنگستن شما به طور طبیعی توپ میزند. توپ در این موارد به اندازه چیزی که روی یک تنگستن خالص ظاهر میشود نیست و معمولاً روی جوش تأثیر زیادی نمیگذارد.
با تغییر آمپراژ و تنظیمات تعادل جریان متناوب میتوانید بر مقدارتوپهای نوک تنگستن خود تأثیر بگذارید.
بر خلاف میگ، جوشکاری آلومینیوم با تیگ همیشه با جریان متناوب انجام میشود و یک دلیل اصلی آن اینست که جریان متناوب لایه اکسید را در حین جوشکاری پاک میکند. اما چگونه؟
تراز جریان متناوب
AC مخفف جریان متناوب است. وقتی جریانتان مستقیم (DC) باشد، میتوانید انتخاب کنید که از جریان منفی یا مثبت استفاده کنید. در جریان متناوب، شما هر دو را با هم دارید و در اصل جریانتان در یک “چرخه” بین منفی و مثبت ایجاد میشود.
با این حال، شما میتوانید انتخاب کنید که چه مقدار از زمان به صورت مثبت و چه مقدار از زمان به صورت منفی صرف شود و این همان تراز جریان متناوب شماست.
جریانهای مثبت و منفی ویژگیهای خاص خود را دارند و به همین دلیل است که بعضی از جوشها ممکن است به درصدهای متفاوتی از مثبت به منفی نیاز داشته باشند.
قسمت مثبت یک چرخه جریان متناوب چیزی است که فلز را تمیز و قسمت منفی آن گرما و نفوذ جوش را فراهم میکند.
به طور کلی، اگر فلز خود را از قبل تمیز کرده باشید، نسبت ۳۰٪ مثبت به ۷۰٪ منفی خیلی خوب عمل میکند. تنظیمات بین ماشینها متفاوت است، اما باید عبارت «تعادل»، «%» یا تصویری از یک موج مربعی روی آن باشد که نشان میدهد میتوانید تعادل را تنظیم کنید.

افزایش درصد مثبت، تمیزی قطعه کار شما را بالا میبرد. با این حال، هرچه تمیز کردن قطعه بیشتر باشد، نفوذ کمتری خواهید داشت. تقریباً هرگز تعادل ۵۰/۵۰ نخواهید داشت، چون حرارت کافی برای ساخت استخر جوش را ندارید.
علاوه بر عدم نفوذ، افزایش تمیز کردن به این معناست که شما مدت بیشتری را در بخش مثبت چرخه جریان متناوب خود صرف میکنید و با اینکار، تنگستن گرمتر میشود.
اما این گرما به فلز منتقل نمیشود. در عوض، داخل تنگستن مینشیند، که منجر به گلوله شدن تنگستن و ذوب کامل آن میشود. اگر تنگستن شما شروع به ذوب شدن کرد، به احتمال زیاد بخشی از آن به حوضچه جوش شما میرسد که آن را آلوده میکند.
فرکانس جریان متناوب
غیر از تراز جریان متناوب، فرکانس چرخه هم در چگونگی جوشکاری شما نقش دارد. در حالی که تراز شما تعیین میکند که چه مدت در جریانهای مثبت و منفی ِهر چرخه سپری میکنید، فرکانس شما مشخص میکند که در هر ثانیه چند چرخه کامل شده است.
ماشین های قدیمی به هیچ وجه به شما اجازه نمیدهند این مورد را تغییر دهید و به طور کلی روی استاندارد ۶۰ هرتز در ثانیه تنظیم شدهاند. با این حال، با فناوری جدیدتر، حالا این گزینه را دارید که فرکانس را هم افزایش یا کاهش بدهید. بالا و پایین کردن فرکانس باعث تغییر مشخصات جوش و صدای دستگاه میشود.
هرچه فرکانس بیشتر باشد، سیکلهای بیشتری در ثانیه وجود دارد، که با کوچکتر شدن و متمرکز شدن قوس، جوش نازکتر و برجستهتری ایجاد میشود و هرچه فرکانس کمتر باشد، جوش شما صافتر خواهد بود.
فرکانس بالاتر معمولاً برای فلزات نازکتر توصیه میشود، چون قوس محکمتر است، بنابراین میتوانید در اتصالات نازک (مثل گوشههای بیرونی) دقت بیشتری داشته باشید.
نکاتی برای جوشکاری تیگ آلومینیومی
فرآیند واقعی جوشکاری تیگ آلومینیوم اساساً دقیقاً مشابه جوشکاری تیگ فولاد یا ضد زنگ است. قوس خود را شروع کنید، یک حوضچه جوش تشکیل دهید و میله پرکننده خود را تغذیه کنید. با این حال، مواردی وجود دارد که متفاوتاند:
۱. پدال پا تهیه کنید
توانایی کنترل آمپرهای خود برای ایجاد یک جوش آلومینیومی خوب واقعا مهم است. در حالی که میتوانید برای آمپرهای راهاندازی، آمپرهای شیب بالا، آمپرهای پیک، شیب پایین و آمپر پایانی برنامهریزی کنید، احتمالاً سادهترین راه برای جوشکاری آلومینیوم استفاده از پدال پاست.
ممکن است در وسط جوش لازم شود به آمپرهای خود نوسان بدهید، که واقعاً فقط با یک مشعل امکان پذیر نیست. آلومینیوم به سرعت گرم میشود، بنابراین کاهش دادن آمپرهای اوج خود در نیمه راه جوشکاری میتواند به کجی و خم شدن فلز به سمت دیگر منجر شود.
پدال پا به این معناست که میتوانید در انتهای کار، سرعت جوش خود را آهستهتر و فلز را به تدریج خنک کنید. این نکته و جریان پست شما، برای جلوگیری از ترک خوردگی جوش در اثر تحمل کم ِ آلومینیوم نسبت به داغی، خیلی مهم است. یک پدال همچنین به شما امکان میدهد خنکتر شروع کنید و شروع جوش را برای مدت طولانیتری تمیز نگه دارید.
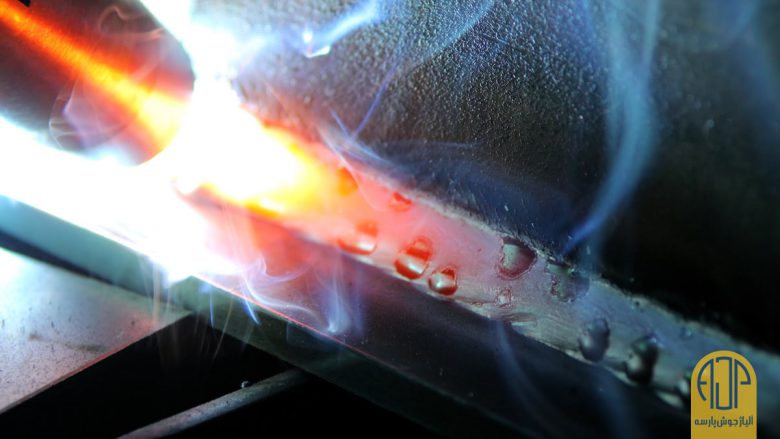
۲. مطمئن شوید که تمیز شدن فلز در حال انجام است
وقتی جوشکاری را شروع میکنید، میتوانید تمیز شدن فلز را هم ببینید چون با گرم شدن فلز، لایه اکسید بالایی تقریباً مثل آب شدن برف از روی زمین از بین میرود.
این تمیز شدن در تمام طول جوش شما ادامه دارد، بنابراین بعد از اتمام کار متوجه خواهید شد که یک لبه سفید بیرونی در اطراف مهره جوش شما ایجاد شده است. این ظاهر یخ زده لایه اکسیدی است که توسط جریان متناوب از روی جوش شما پاک شده که نشانه خوبی است؛ چون بسته به تراز جریانتان پهنتر یا باریکتر میشود و میتوانید آن را در انتهای جوش با یک برس سیمی بدون هیچ مشکلی تمیز کنید.
۳. اجازه دهید حوضچه تشکیل شود
قبل از اینکه شروع به افزودن فلز پرکننده خود کنید، باید منتظر بمانید تا حوضچه جوش به طور کامل تشکیل شود و حوضچهء براقی داشته باشید. به دلیل عملیات تمیز کردن که در شروع کار اتفاق میافتد، ممکن است کمی طول بکشد. قبل از اینکه شروع به ضربه زدن به پرکننده کنید، چند ثانیه به جوش خود فرصت دهید تا یک حوضچه مناسب تشکیل بدهد.
۴. مراقب گرما باشید
مثل جوشکاری میگ، عموماً باید در طول اتصال سریعتر از فولاد حرکت کنید. اگر فلز شما خیلی داغ میشود و پدال پایی دارید، میتوانید مقداری آمپر را کاهش دهید تا گرما کم شود.
در غیر این صورت، میتوانید برای خنک نگه داشتن جوش، پرکننده بیشتری اضافه کنید، یا بیشتر ضربه بزنید. میله پرکننده سردتر به کاهش دمای کلی کمک میکند.
۵. کار را با قدرت تمام کنید، اما با ظرافت
وقتی به انتهای جوش خود رسیدید، و همچنین آمپرهای خود را به آرامی برای جلوگیری از ترک خوردگی کاهش دادید، میتوانید مقداری فلز پرکننده اضافی برای ممانعت از ایجاد سوراخ احتمالی، اضافه کنید. اگر از مشعل استفاده میکنید، توصیه میشود آمپرهای پایانی خود را پایینتر از مقدار اوج قرار دهید. نیازی نیست که در لبههای فلز خود آمپراژ را بالا نگه دارید.
عیب یابی جوشهای آلومینیوم
آیا فلز شما تمیز است؟
یکی از اصلیترین چیزهایی که روی جوش تأثیر میگذارد، تمیزی قطعه کار شماست که احتمالاً مهمترین مرحله و حلال بیشتر مشکلات است.
مواردی مثل دوده بیش از حد (موقع جوشکاری میگ)، تخلخل، شناورهای سیاه، وجود فلفل و “پوسته” در جوش (مثل پوستههای گوجه که روی سوپ گوجه فرنگی تشکیل میشود) معمولاً همه را میشود با بازگشت به مرحله اول برطرف کرد و تمیزی خوبی به ظاهر فلز داد.
گاز خود را چک کنید
اگر موقع جوشکاری میگ یک حلقه ضخیم از دوده سیاه دور مهره خود میبینید اما آلومینیوم شما تا سرحد امکان تمیز است، به احتمال زیاد مشکل از گاز است.
اولین چیزی که باید بررسی کنید اینست که آیا از گاز مناسب استفاده میکنید یا خیر. مثلا باید از آرگون خالص استفاده و سعی کنید سرعت جریان بطری گاز خود را بالا ببرید و ببینید که آیا این موثر هست یا نه، چون ممکن است پوشش کافی نداشته باشید.
اگر اینکار فایده نداشت، ممکن است گاز شما آلودگی یا نشتی داشته باشد. اگر گاز آلوده باشد، به یک سیلندر کاملاً جدید نیاز دارید واگر شیلنگ گازتان نشتی دارد، باید آن را تعویض کنید.
بعید است که دوده را کاملاً از بین ببرید، اما یک حلقه نازک معمولاً به این معناست که گاز آلایندهها را تمیز و آنها را از مسیر جوش خارج میکند، بنابراین اتصال نهایی شما خوب خواهد بود.
نوکهای تماسی خود را حفظ کنید
در حالی که ما در مورد مشکلات رایجی میگوییم که در جوشکاری میگ با آن مواجه میشوید، اجازه دهید در مورد نوکهای تماسی هم صحبت کنیم. چه از یک مشعل استاندارد استفاده کنید یا از یک تفنگ قرقرهای، باید چند نکته را رعایت کنید:
از آنجایی که آلومینیوم گرما را سریعتر جذب میکند و شما باید در امتداد جوش سریعتر حرکت کنید، باید سرعت سیم خود را افزایش دهید تا مطابقت داشته باشد. مشکل اینست که اگر سرعت سیم کافی نباشد یا ولت شما خیلی زیاد باشد، سیم پرکننده میسوزد و وقتی شما جوشکاری را متوقف میکنید، سیم دچار سوختگی میشود.
اگر سیم شما تا به نوک تماسی بسوزد، میتواند آن را خراب کند و برای ادامه جوشکاری لازمست تعویضش کنید.
انتهای کار را پر کنید
چه در حال جوشکاری میگ باشید و چه تیگ، تشکیل سوراخ در انتهای جوش اصلا خوب نیست. در هر دو مورد، باید سیم پرکننده بیشتری برای پر کردن این سوراخ اضافه کنید. همچنین باید مشعل خود را روی جوش نگه دارید تا توسط گاز محافظت و کاملا خنک شود و از ترک خوردن بعدی جلوگیری کند.
ضخامت فلز اصلی چقدر است
ضخامت فلز اصلی هم در کیفیت نهایی جوش شما نقش دارد.
اگر فلزتان خیلی ضخیم است و در حال جوشکاری میگ هستید، به احتمال زیاد سیم پرکننده شما اکنون به جای داخل محل اتصال ، بالای آن قرار گرفته است؛ و اگر در حال جوشکاری تیگ هستید، ممکن است حتی نتوانید یک حوضچه جوش را راه اندازی کنید چون مشعل نمیتواند گرمای کافی به فلز وارد کند.
مطمئن شوید که دستگاهی دارید که آمپراژش متناسب با ضخامت مواد شما باشد. همچنین میتوانید پیشگرم کردن را امتحان کنید، اما تضمینی وجود ندارد که همیشه کار کند.
ترفند دیگری که میتوانید امتحان کنید استفاده از گاز مخلوط آرگون/هلیوم است. آرگون خالص به طور کلی توصیه میشود، اما اگر به نفوذ کمی بیشتر نیاز دارید، افزودن هلیوم به گازتان گرمای بیشتری به شما میدهد؛ درست مثل اینکه دستگاه ۲۰۰ آمپری خود را به یک دستگاه ۲۵۰ آمپری تبدیل کنید.

انتخاب تنگستن
مواردی وجود دارد که ممکن است با موارد مختص تیگ اشتباه گرفته شوند.
استفاده از اندازه اشتباه تنگستن، نسبتاً رایج است چون به طور کلی در مقایسه با فولاد باید اندازه تنگستن را برای آلومینیوم افزایش دهید.
برای مثال، فرض کنید دستگاهی دارید که حداکثر تا ۱۲۰ آمپر میرود و در حال جوشکاری فولاد در جریان مستقیم هستید. شما میتوانید یک تنگستن ۱.۶ میلیمتری را در مشعل خود قرار دهید و آمپراژ را در تمام مدت ۱۲۰ انتخاب کنید، و این خوب است. تنگستن شما میتواند بدون هیچ مشکلی آن را تحمل کند (هر چند ۱۲۰ آمپر معمولاً حداکثر برای تنگستن ۱.۶ میلیمتری مناسب است).
با این حال، اگر بخواهید از همان تنگستن در ۱۲۰ آمپر با جریان متناوب استفاده کنید، داستان کاملاً متفاوت است و چون جریان به جای یک جهت، در دو جهت جریان دارد، مقابله با تنگستن را خیلی سختتر میکند.
تنگستن شما شروع به گلوله شدن، ذوب شدن، شکافتن و غیره خواهد کرد و خراب خواهد شد. از نظر فنی، در این شرایط همچنان میتوانید با آن جوشکاری کنید، اما قوس شما فوقالعاده نامنظم خواهد بود و احتمال زیادی وجود دارد که نوک تنگستن شما به حوضچه جوش برسد و آن را آلوده کند.
با این حال، یک راه حل بسیار آسان برای این مشکل وجود دارد، و آن استفاده از اندازه بعدی تنگستن است. اگر ۱.۶ میلیمتر نمیتواند آن را تحمل کند، به جای آن یک تنگستن ۲.۴ میلیمتری بگیرید.
از تراز ۵۰/۵۰ استفاده نکنید
مورد بعدی که ممکن است اشکال ایجاد کند تنظیمات شماست، به ویژه تراز جریان متناوب. به نظر میرسد تمیز کردن ۵۰/۵۰ به منظورنفوذ، از تنظیمات بهینه باشد.
برای تمیز کاری چرخه جریان متناوب، زمان بیش از حد صرف کردن می تواند به طور جدی به جوش شما آسیب برساند و در بیشتر موارد آن را کثیفتر کند؛ چون آلایندههایی که سعی در حذف آنها دارید اغلب روی سطح جوش گیر می کنند و در نهایت با اثر فلفلی مواجه میشوید.
جریان بیش از حد مثبت متناوب هم توپ تنگستن شما را خیلی تسریع میکند و ممکن است متوجه شوید که قوس شما در نیمه راه در امتداد طول مفصل سرگردان میشود؛ به این دلیل که نوک تیز خوب شما (که با آن در یک ماشین اینورتر شروع کردید) اکنون به یک دایره چربی تبدیل شده که قوس شما را متمرکز نمیکند. پس، تمیز کردن را کم و مقداری نفوذ بیشتر به آن اضافه کنید تا بتوانید ادامه دهید.
آلودگی تنگستن
درست مثل جوشکاری معمولی تیگ، آلودگی تنگستن یکی دیگر از مواردی است که میتواند بر جوش شما تأثیر بگذارد. وقتی که در حین جوشکاری فولاد، فلز پرکننده بر روی تنگستن دارید، دیدن آلودگی میتواند کاملاً واضح باشد. قوس شروع به کندوپاش یا اسپاترینگ کرده و ناپایدار میشود و همین امر در مورد آلومینیوم هم صادق است.
وقتی آلومینیوم در آنجا قرار میگیرد، قوس شروع به سرگردانی میکند. بعضی از علائم رایج آلودگی تنگستن عبارتند از: حالت کروی (پرکننده شما روی فلز قرار میگیرد، به جای اینکه با آن ترکیب شود)، دوده سیاه، قوس سرگردان یا عدم جاری شدن حوضچه.
متأسفانه، اگر تنگستن شما آلوده شود، نمیتوانید آن را به سادگی رنده و تمیز کنید، چون آلومینیوم به خوبی روی آن استتار میشود و حتی اگر تنگستن تمیز به نظر برسد، ممکن است اینطور نباشد.
در عوض، شما باید انتهای آن را بشکنید. برای انجام این کار، میتوانید آن را با کمک یک لبه تیز جدا کنید یا بوسیله آسیاب آن را ببُرید. در هر حال، باید آن را با یک حرکت سریع بشکنید، چون اگر به آرامی رفتار کنید، تنگستن تمایل به خرد شدن دارد.
وقتی نوک آلوده برداشته شد، میتوانید آن را دوباره به شکل دلخواه رنده و دوباره شروع بکار کنید.

نگهداری
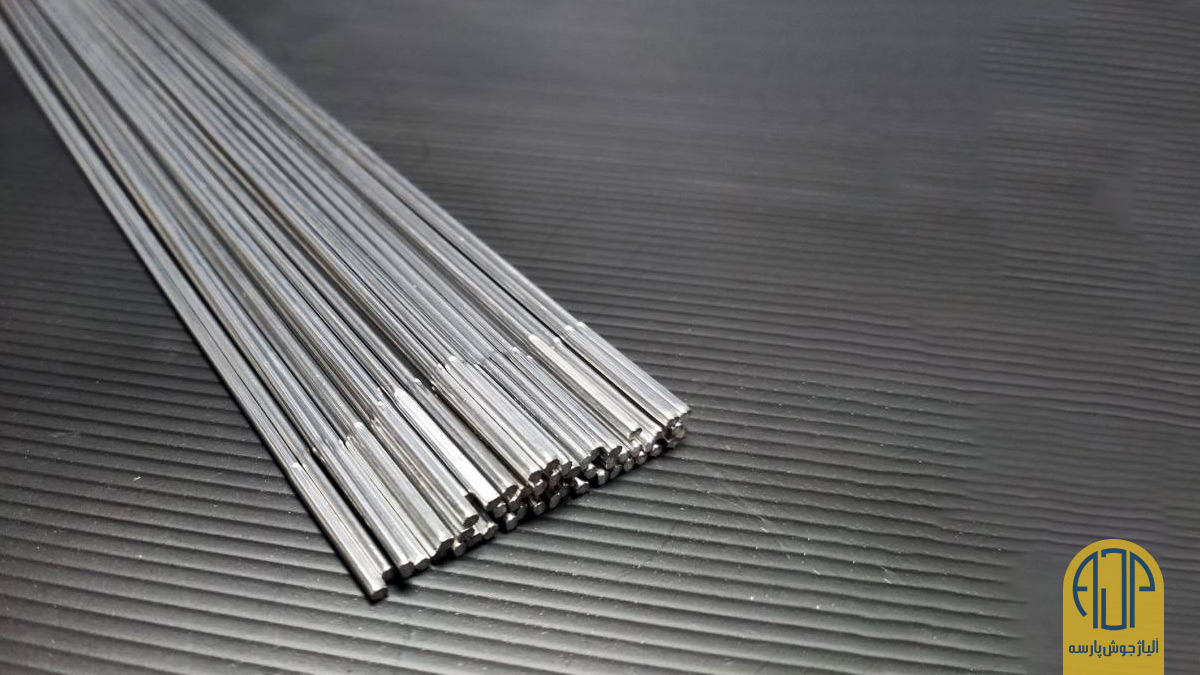
آلومینیوم باید به درستی نگهداری شود، چون در صورت آلوده شدن بر کیفیت جوش شما تأثیر میگذارد. قرار دادن آن در یک فضای خشک و تمیز و ترجیحا در دمای ثابت اتاق بهترین گزینه است. نگهداری آلومینیوم در جای سرد و بعد انتقال آن به دمای اتاق یا منطقه گرمتر، میتواند باعث تراکم فلز شود. رطوبت روی فلز پرکننده شما، خواه 4043، 5356 باشد، خواه قرقره میگ یا میله تیگ، به شما جوش بدی میدهد.
قرار دادن پرکننده در بسته بندی اصلی خود به محافظت از آن در برابر کثیفی و سایر ذرات موجود در هوا کمک میکند و تنها دست زدن به آن با دستکش باعث میشود حتی روغن های طبیعی هم آن را آلوده نکنند.
پیش گرم کنید
پیش گرم کردن قطعات ضخیمتر ایده خوبی است، به خصوص اگر ولتاژ یا آمپراژ شما در حال حاضر بسیار بالا باشد. فقط یک مشعل پروپان بردارید و تا جایی که میتوانید بطور یکنواخت فلز را گرم کنید.
نیازی نیست فلزتان ذوب شود، اما اگر فلز شما از قبل مقداری گرما داشته باشد، نفوذ بهتری رویش صورت میگیرد. اگر فلز خود را از قبل گرم میکنید، جوشکاری سریعتر توصیه میشود.
جوشکاری آلومینیوم در مقایسه با فولاد ضد زنگ و ملایم کمی سختتر است. تمرینات روی آهن قراضه بهترین آزمایش برای یادگیری خواهد بود. حتی اگر چند بار تلاش کنید، نگران نباشید، چون این یک فلز سخت است.