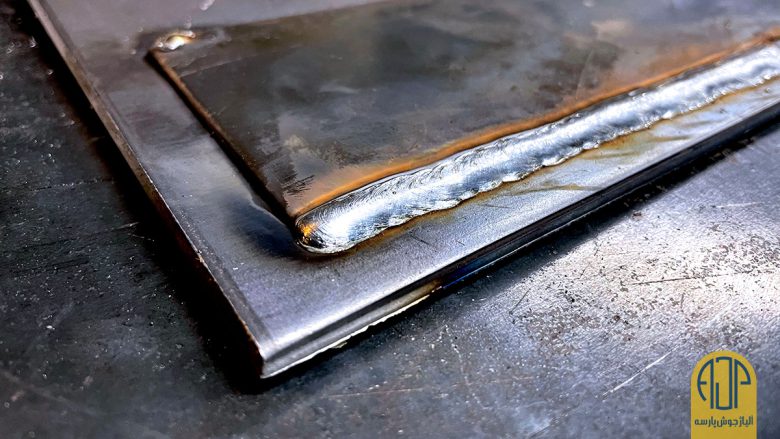
جوشکاری آلومینیوم / بخش اول
|
0
آلومینیوم یکی از رایجترین موادی است که برای جوشکاری از آن استفاده میشود و چند ویژگی خاص دارد که آن را در مقایسه با فولاد و ضد زنگ منحصر به فرد میکند. از جمله اینکه نرم است و بنابراین کار بر روی آن و ماشین کاریاش آسان است؛ غیر مغناطیسی است؛ در برابر زنگ زدگی و خوردگی خیلی مقاوم است؛ و جرقه نمیزند. به همین دلیل کاربرد ِاصلی این فلز در صنایع هواپیما و قایق است. بدیهی است که اگر برای سرگرمی در خانه جوشکاری میکنید، میتوانید بعد از مسلط شدن به آن، قایق شخصی خود را در حیاط خلوتتان بسازید.
درجات فلزی
چند نوع سیم جوش آلومینیومی وجود دارد که رایجترین آنها 4043 و 5356 هستند. هر دوی این پرکنندهها آلیاژ آلومینیوم هستند: 4043 حاوی ۵٪ سیلیکون و 5356 حاوی ۵٪ منیزیم است.
- کاربرد 4043: استفاده در آلومینیوم سری 4000 تا 6000
- کاربرد 5356: استفاده در آلومینیوم سری 3000، 5000 و 6000
این آلیاژها به سیمهای پرکننده ویژگیهای متفاوتی میدهند که قابل توجهترین آنها اینست که 4043 نرمتر از 5356 است. سیم 5356 معمولاً به این دلیل در جوشکاری میگ ترجیح داده میشود که به دلیل مقدار سختی ِ بیشتری که دارد، متمایل به تغذیه بهتر است. با این حال، اگر آلومینیوم سری 4000 را جوش میدهید، باید از پرکننده 4043 استفاده کنید.
کمتحملی در برابر داغی
آلومینیوم در برابر داغی «کمتحمل» است، به این معنا که با نزدیک شدن به نقطه ذوب، مستعد ترک خوردن میشود و اساساً با سرد شدن جوش، احتمال ترک خوردن آن بیشتر میشود. این ترکها معمولاً از جایی که جوش به پایان رسیده شروع و اغلب در تمام طول آن پخش میشوند. ایجاد ترک در جوش شما اتفاق بدی است چون مجبورید آن را دوباره انجام بدهید؛ فقط به این دلیل که این جوشها از نظر ساختاری ضعیف هستند.
آمادهسازی فلز برای جوشکاری
موقع کار با آلومینیوم، آمادهسازی خیلی مهم است، چون اگر چیزی روی آن باقی بماند، جوش شما را خراب میکند. هر نوع آلودگی مثل رنگ، روغن یا هر چیز دیگری باید به طور کامل پاک شود، و این فقط اولین بخش از تمیز کردن فلز است. آلومینیوم همچنین یک لایه اکسید دارد که باید تمیز شود.
برای پاک کردن این لایه اکسید، چند راه وجود دارد: اولین مورد به وسیله یک برس سیمی دستی انجام میشود. قلممویی را انتخاب کنید که بتوانید آن را فقط به آلومینیوم اختصاص دهید چون استفاده از برسی که قبلاً روی فولاد یا ضد زنگ استفاده شده، میتواند آلومینیوم را آلوده کند.
میتوانید آن را آنقدر بُرس بزنید تا کدر شود و درخشندگی خود را از دست بدهد. فلز نباید براق باشد چون این درخشندگی معمولاً نشانهای از وجود یک لایه بیرونی بر روی فلز است.
استفاده از یک چرخ برس سیمی یا هر چیز مشابهی ممنوع است؛ به علت نرمی آلومینیوم، این ابزار نه تنها اکسید را پاک نمیکند، بلکه سرعت بالای چرخ، فلز را گرم کرده و اکسید را بیشتر در آن فرو میبَرَد.
اگر از برس سیمی استفاده میکنید، آن را فقط در یک جهت بکشید، چون حرکت دادن ِبُرس به سمت جلو و عقب میتواند اکسید را بیشتر در آلومینیوم فرو کند.

برس سیمی فلزی برای تمیز کردن
روش دومی که میتوانید آلومینیوم را تمیز کنید، ایزوپروپیل الکل یا استون است. این ایده خوبی است که قبل از استفاده از برس سیمی، فلز خود را پاک کنید، فقط برای اطمینان از اینکه چیزی روی سطح وجود نداشته باشد که تصادفا به خوردش برود.
به خاطر داشته باشید که لازم نیست در تمیز کردن فلز، بیش از حد وسواس به خرج بدهید چون هر قدر هم سعی کنید تمیزکاریتان کامل باشد، هرگز این اتفاق نمیافتد؛ چون آلومینیوم بلافاصله بعد از تماس با اکسیژن شروع به بازسازی لایه اکسیدی خود میکند. بنابراین وقتی که آن را پاک کردید و/یا برس سیمی زدید، اجازه دهید دستگاه جوشکاری بقیه کار را انجام بدهد.
اگر خیال دارید روی آلومینیوم جوشکاری تیگ انجام بدهید، پاک کردن سریع میله پرکننده هم ضرری ندارد. ممکن است اینکار کمی دردسر داشته باشد، اما تمیز کردن کامل آلومینیوم به دلیل نقطه ذوب فلز خیلی مهم است. حتی اگر فلز کثیف باشد یا هنوز لایه اکسیدی داشته باشد، قوس باز هم مشتعل میشود. با این حال، اگر مقدار زیادی از لایه اکسید را روی آلومینیوم جا بگذارید، ممکن است نتوانید حوضچه جوش داشته باشید.
آلومینیوم در دمای حدود ۶۶۰ درجه سانتیگراد و لایه اکسید روی آن در حدود ۲۰۰۰ درجه سانتیگراد ذوب میشود. به این معنا که میتوانید آلومینیومی را که در زیر لایه سطحی قرار دارد ذوب کنید، اما تا زمانی که از خلال اکسید کار میکنید نمیتوانید یک حوضچه جوش ایجاد نمایید.
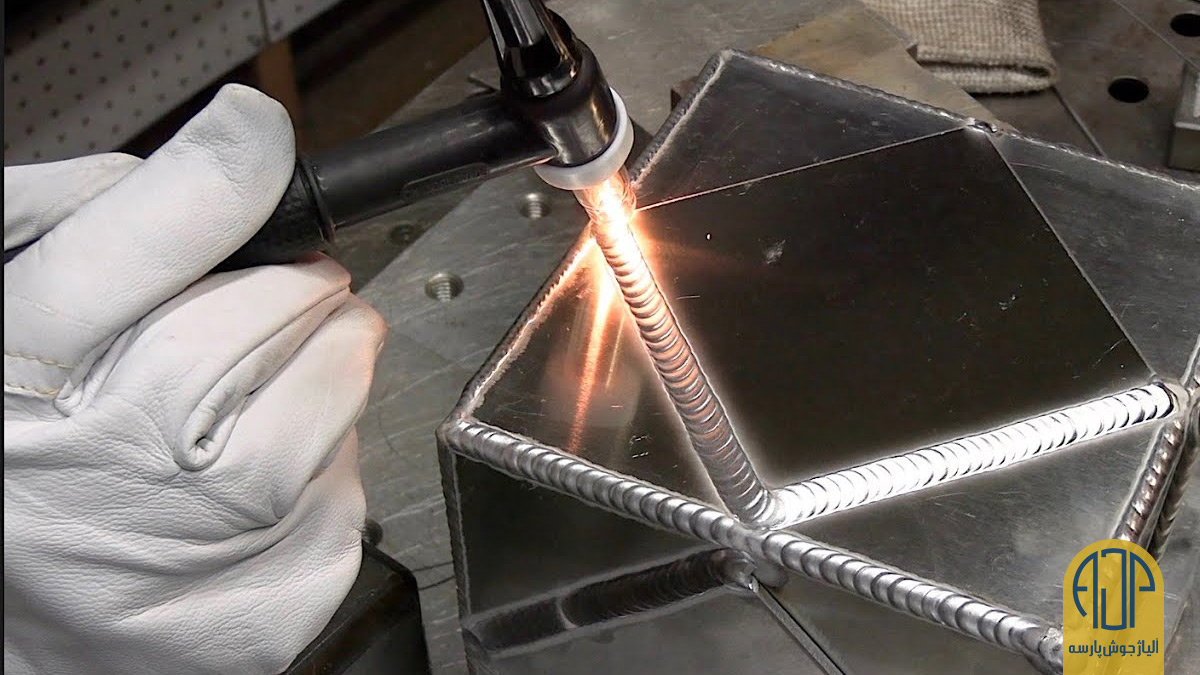
جوشکاری میگ آلومینیوم
جوشکاری میگ روی آلومینیوم میتواند خیلی سریعتر از روش تیگ باشد، و میتوانید به تنظیمات استاندارد جریان مستقیم خود پایبند باشید. این یعنی نیازی به دستگاهی با قابلیتهای تغییر جریان مستقیم یا متناوب (AC/DC) ندارید.
با این حال، اگر از مشعل استاندارد استفاده میکنید، جوشکاری آلومینیوم به روش میگ مثل «رد کردن یک رشته مرطوب نودل از میان نی» است؛ شدنی است، اما میتواند واقعا سخت و خسته کننده باشد.
آلومینیوم نسبت به فولاد و ضد زنگ، فلزی نرمتر و بنابراین تلاش برای تغذیه آن از طریق سرب مشعل خیلی دشوارتر است چون راحتتر خم میشود.
چند راه برای مبارزه با این موضوع وجود دارد:
اولین کاری که باید انجام دهید اینست که لاینر خود را با یک تفلون جایگزین کنید که برای آلومینیوم طراحی شده و باید یک فنر گردنی به آن وصل کرد. هم زمان که در حال تعویض لاینر هستید، لوله راهنمای خود را هم به لولهای با طراحی آلومینیومی تغییر دهید و باید مطمئن شوید که غلتک شیار U دارید، چون این غلتکها آلومینیوم را بهتر میگیرند و نمیگذارند سیم درهم برهم شود.
دومین کاری که باید انجام دهید اینست که موقع جوشکاری مشعل خود را تا حد امکان صاف نگه دارید. هر چه مشعل کوتاهتر باشد، جوشکاری آسانتر و مسافت سفر برای آلومینیوم کوتاهتر است، اما اگر مشعل ۳ متری یا بیشتر داشته باشید، کار دشوار میشود. منحنیها یا حلقههای گشاد بزرگ میتوانند خوب باشند، اما هر دایره تنگ تقریباً به طور قطع نظم سیم شما را به هم میریزد.
شما به یک بطری گاز جداگانه هم نیاز دارید. برخلاف جوشکاری میگ روی فولاد و ضد زنگ (که از مخلوط آرگون-دیاکسید کربن استفاده میکند)، آلومینیوم به گاز آرگون خالص نیاز دارد. اگر قرار نیست آلومینیوم را به مقدار زیادی جوش بدهید، یک بطری کوچک از آن کافیست.
شما در دستگاه جوشکار میگ مثل روش جوشکاری فولاد و ضد زنگ، یک قرقره آلومینیومی قرار میدهید، به این شکل که محل قرارگیری و سوراخ در یک ردیف باشند تا قرقره در جای خود قرار بگیرد و بعد مهره را روی آن پیچ میدهید تا قفل شود. بعد از روشن شدن، میتوانید سر سیم را به لوله هدایت ورودی، روی غلتک و ابتدای لوله راهنما تغذیه کنید.
گاهی اوقات این روش موثر است، اما باید راهاندازی صحیحی داشته باشید، چون در غیر این صورت، با کلاف درهمبرهمی مواجه خواهید شد.

اگر سیم به درهم شدن ادامه داد، چه باید کرد
اصلاً وضعیت درهمشدن سیم چیست؟ شبیه چیست؟ اینها سوالات خوبی است.
وضعیت ِدرهم شدن ِسیم شما در غلتکهای محرک اتفاق میافتد، آن هم زمانی که غلطکها از طریق مشعل سیم را فشار میدهند، اما در جایی از طول مسیر متوقف میشوند و بنابراین سیم دیگر از انتهای مشعل بیرون نمیآید. با این حال، چون هنوز به سیم فشار وارد میشود، بنابراین باید به یکجایی برود. این یکجا، در اطراف دایورهاست که درآنجا سیم در هم میپیچد، روی خودش حلقه میزند و کمی شبیه یک لانه پرنده میشود.
چند چیز وجود دارد که میتوانید بررسی کنید تا مبادا سیمتان لانه پرندهای (کلاف درهمبرهم) شود، اما حتی اگر همه چیز را بررسی کنید باز هم ممکن است این اتفاق بیافتد.
لاینر را عوض کنید!
بیایید به ایده «رد کردن رشته مرطوب نودل از میان نی» برگردیم. شما دوست دارید که نی تا آنجا که ممکن است با نودل همکاری کند. عینا، یک آستر تفلون جدید را در مشعل خود نصب کردهاید، به دو دلیل: اول، چون لغزندهتر است و مقاومت کمتری در برابر آلومینیوم دارد. دوم، فشار دادن آلومینیوم خود از طریق آستری که در آن فولاد وجود دارد، میتواند آن را آلوده کند.
اطمینان حاصل کنید که نی خود را تا حد ممکن صاف نگه داشتهاید. اگر به آن نیهای پیچانی که خاص کودکان است فکر میکنید، هیچ شانسی وجود ندارد که یک رشته فرنگی خیس بتواند از آن عبور کند.
به همین دلیل است که اهمیت دارد مشعل شما صاف بماند و موقع حرکت به طور تصادفی آن را در دستان خود نچرخانید. حتی اگر نمیتوانید آن را درست ببینید، آستر داخل مشعل بعضی از آن خمهای کوچک را در خود نگه میدارد، حتی اگر مشعل خم نشده باشد.
وقتی که آستر خود را عوض میکنید، اگر یک آستر فولادی را وارد میکنید، اضافاتی را که از انتهای نوک مشعل آویزان شده، بِبُرید؛ البته آلومینیوم فرق دارد. وقتی آستر تفلون خود را از طریق مشعل وارد کردید، هیچ چیزی را از پشت جدا نکنید و این مقدار اضافی را حفظ کنید. چون قرار است به لوله هدایت جدیدی که میخواهید وارد دستگاه کنید وارد شود.
لوله هدایت خود را عوض کنید
می توانید از چند انبردست ِدماغه بلند (یا چیز دیگری که به آن میرسد) برای برداشتن آن لوله راهنمای فولادی استفاده کنید. وقتی مشعل از برق جدا میشود، میتوانید دست در سوراخ جلوی دستگاه کنید تا آن را بگیرید.
این لوله را با یک لوله هدایت که به طور خاص برای آلومینیوم ساخته شده عوض کنید (چون باید آن را به اندازه برش بدهید، بنابراین برای اندازه گیری صحیح از لوله فولادی که جدا کردهاید استفاده کنید).
بعد میتوانید موقع اتصال مجدد مشعل، آستر تفلون اضافی را به لوله هدایت جدید وارد کنید. اگر آستر تفلون شما بیشتر از لوله بود و روی غلتکهای درایو بیرون زد، آن قسمت را قطع کنید. آستر باید با لوله هدایت همسطح باشد.
این لوله هدایت و آستر در فاصله ۶ سانتیمتری یا بیشتر در بین انتهای لوله هدایت فولادی و ابتدای آستر مشعل از ارتعاش آزادانه سیم آلومینیومی جلوگیری میکند که یکی از بزرگترین دلایل به هم ریختن سیم است.
مواد مصرفی خود را بررسی کنید
وقتی که قرقره شما داخل دستگاه قرار گرفت و سیم از بین غلتک های درایو (که به شیارهای U تغییرشان دادهاید) رد شد، میتوانید دکمه مشعل خود را فشار داده و آن را وارد کنید.
مطمئن شوید که همان اول نازل و نوک تماس خود را از روی مشعل برداشتهاید چون سیم نباید به آنها بخورد و گیر کند و باعث ایجاد کلاف در دستگاه شود.
به خاطر داشته باشید که آستر، غلطکها و نوک تماس شما باید با اندازه سیمتان مطابقت داشته باشند (به عنوان مثال سیم ۱ میلیمتری به مواد مصرفی ِ۱ میلیمتری نیاز دارد). به دلیل نرمی آلومینیوم، عدم تطابق اندازهها هم باعث ایجاد مشکلاتی میشود.
به همین دلیل است که مواد مصرفی خاص ِآلومینیوم بهترین ِمواد کاربردی هستند که فقط کمی بزرگتر سوراخ شدهاند تا با سیم ِحرارت دیده و منبسط شده سازگار باشند.
خیلی از مواقع، میتوانید سیم را تا انتها از سرب عبور دهید و بدون مشکل آن را از نوک تماسی خارج کنید. درست همان زمان که نوک تماسی و نازل خود را دوباره در جای خود قرار میدهید و سعی می کنید با آن جوش بدهید، مشکلات یکییکی خودنمایی میکنند.
کششهای خود را بررسی کنید
اگر مشعل شما صاف است و سیم خود را بدون نوک تماسی وارد کردهاید، اما زمان شروع کار دیدید که جوشکاری انجام نمیشود، باید کشش سیم خود را بررسی کنید.
شما میتوانید نسبت به آلومینیوم، کشش بیشتری روی سیم فولادی یا ضد زنگ داشته باشید ولی کشش بیش از حد میتواند سیم شما را صاف کند یا شکلش را تغییر بدهد. در عین حال، مراقب باشید که آن را زیاد شل نکنید، چون کشش ناکافی به این معناست که درایورها فقط میچرخند ولی فشار نمیآورند. (درست کردن همه این موارد می تواند نیازمند کمی تردستی باشد؛ آزمون و خطا راه اصلی برای یافتن بهترین راهکار است.)
حالا کشش سیم خود را تعیین کردهاید، سیم را از میان مشعل وارد کردهاید و مشکلی وجود ندارد. شما آماده جوشکاری هستید و سیمتان دوباره کلاف میشود. معمولاً این نقطهای است که افراد شروع به کندن موهای خود میکنند، اما نگران نباشید چیز دیگری هم وجود دارد که میتوانید برای رفع مشکل بررسیاش کنید و آن کشش روی مهره قفلی قرقره است. این (دوباره) نیازمند کمی چرخاندن دسته است تا زمانی که کار درست شود. فشار بیش از حد روی قرقره شما به این معناست که درایورها باید برای کشیدن سیم و چرخش آن بیشتر تلاش کنند.
از طرف دیگر اگر فشار کافی نباشد و سیم از روی قرقره باز شود، تغذیه آن غیرممکن خواهد بود. میتوانید این فشار را با شل یا سفت کردن مهرهای که قرقره را در جای خود نگه میدارد تنظیم کنید.
اگر همه این مراحل را انجام دادید و باز هم سیم شما کلاف میشود، ممکن است زمان آن رسیده باشد که یک تفنگ قرقرهای بخرید تا زندگی خیلی خیلی آسانتر شود.

تفنگ قرقرهای
با این تفنگها که بطور خاص برای جوشکاری آلومینیوم طراحی شدهاند، به جای اینکه سیم خود را از طریق یک مشعل بلند تغذیه کنید، نگهدارنده قرقره به تفنگ متصل میشود و مسافت سفر شما را از ۴ متر به تقریبا ۳۰ سانتیمتر کاهش میدهد. همچنین این تفنگ شامل یک درایو سیم کوچک در داخل است که سیم را از طریق آن تغذیه میکند. با آستر مناسب یا صاف کردن مشعل خود، دیگر لازم نیست با آن دست و پنجه نرم کنید. فقط باید قرقره خود را در آن قفل کنید و در چند دقیقه آماده حرکت باشید.
راهاندازی تفنگ قرقرهای نسبتاً ساده و بیشتر مراحل آن تقریباً شبیه به تنظیم مشعل استاندارد میگ است.
یادتان باشد که وقتی مشعل میگ خود را جدا میکنید، اگر یک قرقره فولادی یا ضد زنگ از قبل در داخل آن قرار دادهاید، باید آن را از پشت لوله هدایت ورودی ببُرید و در رول قلاب کنید یا آن را نوار چسب بزنید. سپس باید تمام سیمهایی را که هنوز در مشعل است بیرون بکشید و بعد از برداشتن مشعل میگ تفنگ قرقرهای خود را وصل کنید.
مرحله بعدی اینست که قرقره سیم خود را وصل کنید. این، دوباره، تقریباً به همان روشی است که با یک مشعل معمولی انجام میشود:
- مهره را باز کنید و پوشش پلاستیکی را از روی آن بردارید.
- ترمز قرقره را آزاد کنید.
- قرقره خود را روی شفت بلغزانید.
- قسمت اول سیم را از طریق هادی ورودی و بین غلتکهای درایو تغذیه کنید.
- ترمز قرقره را مجدداً فشار دهید.
- پوشش پلاستیکی را دوباره روی آن قرار دهید و مهره را دوباره پیچ کنید.
تفنگهای قرقرهای از قبل با غلتکهای شیار U پر شدهاند، اما فقط به یاد داشته باشید که اگر ضخامت سیم پرکننده خود را تغییر بدهید، ممکن است لازم باشد غلتکها را هم متناسب با آن عوض کنید.
یک مرحله اضافی برای تفنگ قرقرهای وجود دارد، و آن اطمینان از سوئیچ کردن دستگاه به حالت “تفنگ قرقرهای” است. حالا میتوانید ماشه را نگه دارید و سیم را از آن عبور بدهید.
همچنان باید نازل و نوک تماسی خود را بردارید تا سیم گیر نکند و در عوض دیگر لازم نیست منتظر بمانید تا ۴ متر مشعل را پر کند.
حتی اگر تنظیمات یکسان است، جوشکاری آلومینیوم با تفنگ قرقرهای به کمی تکنیک متفاوت نیاز دارد و باید سرعت سفر خود را افزایش بدهید. چون با اینکار، سرعت تغذیه سیم بیشتر میشود که به معنای افزایش ولتاژ است. تغذیه سیم و ولتاژ شما هنوز هم باید با هم هماهنگ باشند.
از آنجایی که سیم بیشتری به جوش اضافه میکنید، برای اینکه یک جوش مناسب داشته باشید و حبابهای کوچکی روی سطح ایجاد نشود، باید سریعتر از فولاد حرکت کنید. آلومینیوم همچنین فوق العاده جاذب گرماست و این دلیل دیگری است که باید سرعت خود را افزایش بدهید.

نکاتی برای جوشکاری میگ آلومینیوم
۱. از تکنیک درست استفاده کنید
یکی از مهمترین موارد برای به دست آوردن یک جوش آلومینیومی خوب، زاویه شماست. آلومینیوم همیشه باید فشار داده شود (هر چیزی که گاز داشته باشد باید هل داده شود.)
با کشیدن جوش آلومینیومی، آلاینده ها در داخل گودال جوش به دام میافتند و در نتیجه یک جوش بی کیفیت ایجاد میشود. به علاوه، اگر آن را بکشید، هیچ نفوذی نخواهید داشت.
با این حال، اگر به آن فشار بیاورید، گاز آرگون میتواند به درستی حوضچه جوش مذاب را محافظت کند و آن را تمیز نگه دارد.
۲. فلز خود را کاملا تمیز کنید
جوشکاری میگ آلومینیوم به طور طبیعی یک فرآیند کثیفتر از جوشکاری تیگ است و تشکیل یک لایه نازک دوده سیاه روی جوش و کمی پاشش طبیعیست، اما ایجاد دوده بیش از حد یک مشکل است.
تمیز کردن کامل آلومینیوم و اطمینان از تمیزی و ظاهر زیبای جوش در میگ به همان اندازه که برای تیگ ضروری است، اهمیت دارد.
۳. جریان گاز را درست بگیرید
یکی از مواردی که بر سیاهی جوش تأثیر میگذارد، زاویه حرکت و گاز است. به طور کلی، برای آلومینیوم در مقایسه با فولاد جریان گاز بیشتر توصیه میشود. اگر دوده سیاه زیادی دارید، سعی کنید ابتدا گاز خود را بالا ببرید و بعد تفنگ خود را در زاویه فشار تقریباً ۱۰-۵ درجه قرار بدهید.
با این حال، در مورد گاز زیادهروی نکنید، چون در هر حال نمیتوانید از شر تمام دوده خلاص شوید و گاز بیش از حد باعث ایجاد قوس نامنظم میشود و به علاوه، اینکار یعنی هدر دادن گاز.
اگر جریان گاز شما خیلی زیاد است و فشار میآورید اما همچنان دوده تولید میشود، بررسی کنید که خود گاز آلوده نباشد یا جایی در مشعل وجود نداشته باشد که اکسیژن از آن وارد شود.
۴. انتهای آن را پر کنید
وقتی که یک جوش آلومینیوم را تمام میکنید، اغلب یک سوراخ در انتها باقی میماند که مثل یک فرورفتگی ِگرد است و اگر پر نشود باعث ایجاد مشکلاتی میشود.
برای پر کردن آن، وقتی به انتهای جوش خود رسیدید، مشعل خود را دوباره داخل گودال بکشید و اجازه دهید قبل از اینکه ماشه را رها کنید حباب بزند.
راه دیگر پر کردنش اینست که به آن چند بار ضربه بزنید. وقتی که به انتهای جوش خود رسیدید، ماشه را برای نیم ثانیه رها کنید و سپس به سرعت فشار دهید، انگار که میخواهید بستهایی را به انتهای اتصال اضافه کنید تا پُرش کند.
اگر این سوراخ را خالی بگذارید، ممکن است بعد از مدتی متوجه شوید که جوش شما ترک خورده ست. این اتفاق به خصوص در جوشهایی که روی تریلرها یا هر چیزی که در معرض لرزش دائمی است، رخ میدهد.
چون سوراخ ضعیفترین قسمت جوش است، بنابراین وقتی تحت فشار زیاد یا ارتعاش مداوم قرار میگیرد، میتواند ترک بخورد. ترکها هم کمکم در تمام قسمتهای جوش شما پخش میشوند، حتی اگر جوش از نظر ساختاری سالم باشد.
چه در حال ساخت بست و چه اتصال، وقتی که جوش را به پایان میرسانید، سیم آلومینیومی شما معمولاً یک توپ کوچک را تشکیل میدهد که قبل از شروع جوش بعدی خود باید قطعش کنید.
جوشکاری میگ آلومینیوم میتواند مشکل باشد، و ظاهر آن تقریباً به خوبی جوش تیگ نیست؛ اما چون خیلی سریعتر است (بسته به ضخامت مواد شما)، بنابراین معمولاً برای خیلی از کارهای تولیدی ترجیح داده میشود. فلز پایه با ضخامت ۲ میلیمتر تقریباً به میزانی نازک است که می توانید با میگ بدست آورید. ولی اگر فلز نازکتری باشد، باید آن را تیگ کنید.
منبع: UniMig