مهره جوش چیست و انواع مختلف آن
|
0
مهره جوش چیست؟
با قرار دادن مواد پرکننده در یک اتصال بین دو قطعه فلز، در اصطلاح جوشکاری یک مهره ایجاد میشود. همانطور که یک ماده پرکننده را روی قطعه کار ذوب میکنید، نحوه حرکت مشعل بر نحوه پیشروی حوضچه و نوع مهرهای که در مفصل ایجاد میکنید تأثیر میگذارد.
چرا باید برای ایجاد مهره جوش از حرکات مختلف مشعل استفاده کرد؟
مثل دوختن درز یک پارچه، چندین راه برای ایجاد مهره جوش در امتداد یک اتصال فلزی وجود دارد. برخلاف خیاطها، جوشکارها اغلب در حالی که از سپر محافظ و دستکش استفاده میکنند و باید کار خود را در موقعیتی ناخوشایند انجام دهند.
نیروی جاذبه زمین هم در چگونگی رسوب فلز مذاب در بین صفحات فلزی یا مقطع لولهها نقش دارد. به عنوان مثال، اگر در حال جوشکاری سربالا هستید، باید سریع حرکت کنید؛ چون در غیر این صورت، فلز مذاب به جای پر کردن مفصل، روی محافظ صورت شما میچکد.
بنابراین، بعد از آمادهسازی محل اتصال برای جوشکاری، انتخاب مواد پرکنندهء مناسب (مثل میله، سیم، الکترود روکشدار
و غیره) و انتخاب تنظیمات مناسب دستگاه، جوشکار همچنین باید از یک ضربه مخصوص دست استفاده کند تا حوضچه را با سرعت مناسب در سمت راست حرکت بدهد که مهره به درستی پایین بیفتد.
انواع مهرههای جوش و حرکات مشعل
به طور کلی، چه در حال تغذیه حوضچه جوش با یک میله پرکننده جداگانه باشید، چه با سیم و به روش مکانیکی و چه با یک الکترود روکشدار، تقریباً حرکت مشعل یکسان است. اما بعضی از تکنیکها بیشتر برای یک فرآیند استفاده می شوند.
چهار مورد از رایجترین تکنیکهای حرکت مشعل برای ایجاد مهرههای مناسب، عبارتند از:
۱.تکنیک های اصلی مهره جوشکاری: مهرههای زنجیرهای و مهرههای بافت
۲. تکنیک های خاص فرآیند: حرکت شلاقی و فرآیند حرکتی بافتمانند (TIG)
حرکت مهره صاف و چند پاسی
مهره زنجیرهای یک روش ساده است که در آن یا مشعل را میکشید و یا آن را در امتداد مفصل در راستای یک خط مستقیم و بدون کوچکترین حرکت پهلو به پهلو، فشار میدهید.
کشیدن به این معناست که طوری به الکترود زاویه داده میشود تا در جهت جلوی جوش حرکت و حوضچه را هدایت کند. این باعث حداکثر نفوذ و ایجاد یک جوش قوی میشود.
برای فلزات حساس به گرما یا خیلی نازک و یا موقع جوشکاری عمودی، جوشکارها نوک مشعل را “فشار میدهند”. این امر مستلزم آن است که مشعل خود را از حوضچه دور نگهداشته و در حین جوشکاری آن را دنبال کنند.
موقع جوشکاری روی یک اتصال عمودی، فلز مذاب تمایل دارد به سمت پایین چکه کند. اما فشار دادن جوش حرارت را از حوضچه دور میکند و اجازه میدهد تا جوش سریع سفت شود.
یکی از اشکالات اصلی هل دادن این است که نسبت به کشیدن، نفوذ کمتری در فلز پایه صورت میگیرد. مهرههای زنجیره به طور کلی پهن نیستند و میتوانند در هر موقعیت جوشکاری استفاده شوند.
حتی اگر در یک خط مستقیم حرکت میکنید، هنوز هم مهم است که مطمئن شوید جوش در هر دو طرف مفصل “محکم” شده است. به یاد داشته باشید، هدف جوشکاری فقط پر کردن یک اتصال با فلز جدید نیست، بلکه هدف اصلی اینست که بین جوش و فلز پایه اتصال محکمی ایجاد شود.
گاهی اوقات، حرکت دادن آهستهء مشعل، به اندازه کافی، به حوضچه جوش اجازه میدهد تا از هر دو طرف مفصل عبور کند و این دقیقا همان چیزی است که برای رسیدن به همجوشی خوب لازم است؛ در موارد دیگر، حرکت جزئی به پهلوها ضروری است. باز هم، به حرکت آرام به سمت پهلوها ادامه بدهید. اگر بیش از حد از یک طرف به طرف دیگر حرکت کنید، یک مهره بافته ایجاد خواهید کرد.
از مهرههای زنجیری برای محکم کردن فلز پایه هم استفاده میشود. این یک عملیات روکش سطحی است که به افزایش طول عمر بیل مکانیکی، گلگیر، گاوآهن و سایر قطعات فلزی خارجی تجهیزات صنعتی کمک میکند. در اینجا، مهرهها با فلز پایه ترکیب نمیشوند، بلکه فقط یک لایه محافظ ایجاد میکنند.
مهره جوش: مهرههای بافتنی
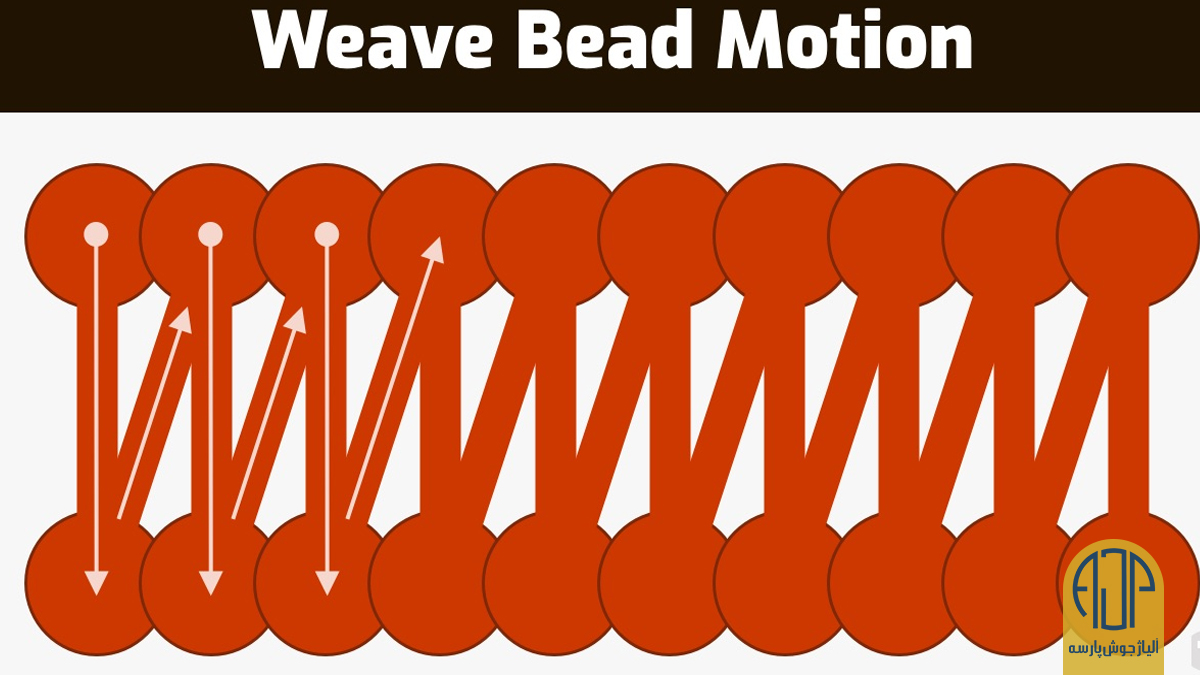
حرکت مهره بافتی: در بخش وسط حرکت کرده و به سمت طرفین میرود
در جوشکاری، برای ایجاد مهره جوشهای پهن، میتوانید در امتداد مفصل از یک طرف به طرف دیگر بافت ایجاد کنید. ایجاد اتصالات درشت از طریق بافت، سریعترین راه برای رفع تکلیف است.
این روش به خصوص برای جوشکاری شیار روی صفحات ضخیم مناسب است؛ روش بافت در جوشهای گوشه هم رایج است. البته انواع مختلفی از بافت وجود دارد که هر جوشکاری طبق علاقه خود، یکی از آنها را انتخاب میکند؛ به عنوان مثال، میتواند با حرکت دستش یک حرکت زیگزاگ، هلالی یا مارپیچی انجام دهد.
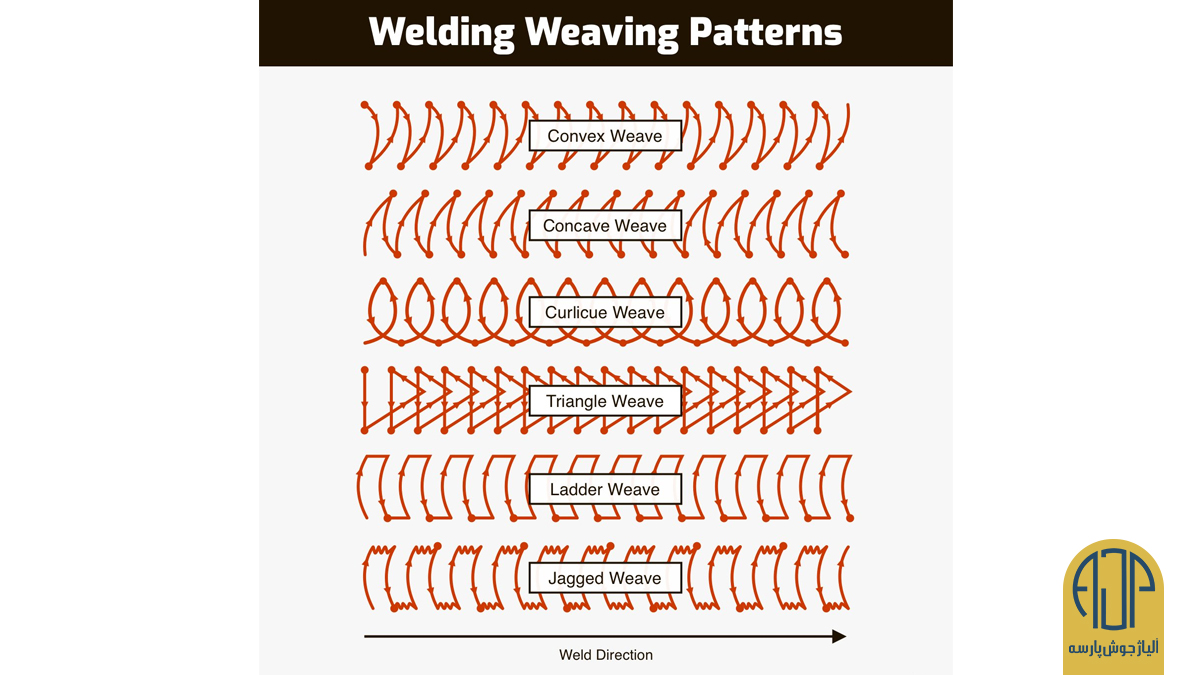
الگوهای مهره جوش را ببافید. نقاط نشان دهنده نقطهها مکثها را نشان میدهد که گرما و فلز اضافی را در لبه مهره که بیشترین نیاز را دارد اعمال می کند.
از بالا به پایین: بافت محدب، بافت مقعر، بافت مارپیچ، بافت سهگوش، بافت نردبانی و بافت دندانهای
علاوه بر پر کردن یک مهره پهنتر، از بافت برای کنترل گرمای حوضچه جوش هم استفاده میشود. علاوه بر این، میتوانید در هر سمت جوش مکث کنید که بین قطعات فلزی، اتصال خوبی ایجاد شود تا احتیاج به برش لبهها نباشد.
با این حال، وقتی از مرکز مفصل حرکت میکنید، لازمست عجله کنید؛ در غیر این صورت، ممکن است یک تاج بلند (یعنی برآمدگی در وسط) ایجاد شود؛ چون در واقع، هنگام انجام روش بافت، بهتر است صورت جوش صاف یا فقط کمی محدب باشد.
بافت مثلث زمانی مفید است که نیاز به پر کردن یک جیب شیبدار داشته باشید. به عنوان مثال، در جوشکاری عمودی، این روش بافت به شما امکان میدهد طاقچهای در پشت حوضچه ایجاد کنید که از سُر خوردن فلز مذاب به سمت پایین جلوگیری میکند.
برای جلوگیری از داغ شدن یا بزرگ شدن حوضچه، میتوانید بافت نیم دایره را امتحان کنید، با یک نقطه مرکزی یا ضربات دستی که جلوتر از حوضچه (یا درست جلوی آن) عبور میکند. اما اگر گرمای بیشتری را در حوضچه بخواهید، نیم دایره (یا هلال) را در پشت حوضچه ببافید.
ایجاد مهره جوشهای بافت در وضعیت سربالا میتواند چالش برانگیز باشد چون جاذبه زمین تمایل دارد فلز مذاب را از جوش خارج کند و باعث چکیدن آن به روی زمین شود. حتی با تمرین، ایجاد یک مهره جوش بافتی (در وضعیت سربالا)، به اندازه نیم اینچ (حدود ۱.۲۵ سانتیمتر) یا پهنتر میتواند خیلی سخت باشد. اما همه جوشکارها انجام این کار را یاد میگیرند چون روش بافت در مقایسه با اجرای مهرههای رشتهای، زمان کمتری میبرد.
حرکت شلاقی (برای جوشکاری استیک)
در جوشکاریهای شیار باز به وسیله الکترود استیک، جوشکار معمولاً با مچ دست خود یک حرکت شلاقی روی پاس ریشه انجام میدهد که جزو اولین مراحل این جوشکاری و با این هدف است که صفحات کار را در پایین با یک مهره مسطح از جنس فلز جوش ترکیب کند.
رایجترین الکترودهای استیکی که برای پاس ریشه بر روی فولاد کم کربن بکار میروند، میله های E6010 و 6011 هستند که سریع هم سرد میشوند.
جوشکار الکترود را از طریق شکاف به سمت بالا و در امتداد آن هدایت میکند که اینکار برای دستیابی به نفوذ کامل ضروری است. در نتیجه، یک سوراخ کلید را در دهانه بالای حوضچه مشاهده خواهید کرد.
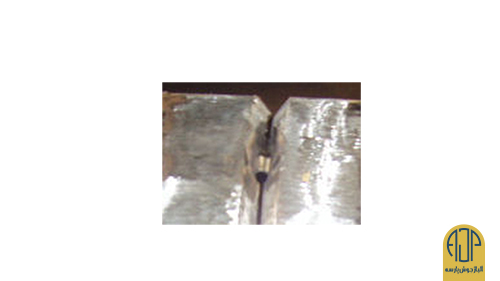
سوراخ کلید
این یکی از سختترین ضربههایی است که جوشکاران یاد میگیرند چون علاوه بر تماشای حوضچه، باید اندازه سوراخ کلید را هم مدام زیر نظر داشته باشند و کنترل کنند: چون اگر بیش از حد بزرگ شود (یعنی بیش از دو برابر قطر میله)، نمیشود دو طرف را با هم ترکیب کرد. به همین دلیل است که کنترل حرارت در طول پاس ریشه خیلی مهم است.
ادامهء بحث حرکت شلاقی در مهره جوش
علاوه بر طراحی مناسب اتصالات و تنظیمات دستگاه جوشکاری، میشود اندازه سوراخ کلید را با دفعات ضربات شلاقی دست کنترل کرد: قبل از اینکه اندازه سوراخ کلید بسیار بزرگ شود، باید کمی به سمت بالا و جلوتر از جوش، به میله حرکت شلاقی بدهید. این عمل همه چیز را خنک میکند و اندازه سوراخ کلید را ثابت نگه میدارد. همچنین اجازه میدهد تا مهره در پشت حوضچه محکم شود.
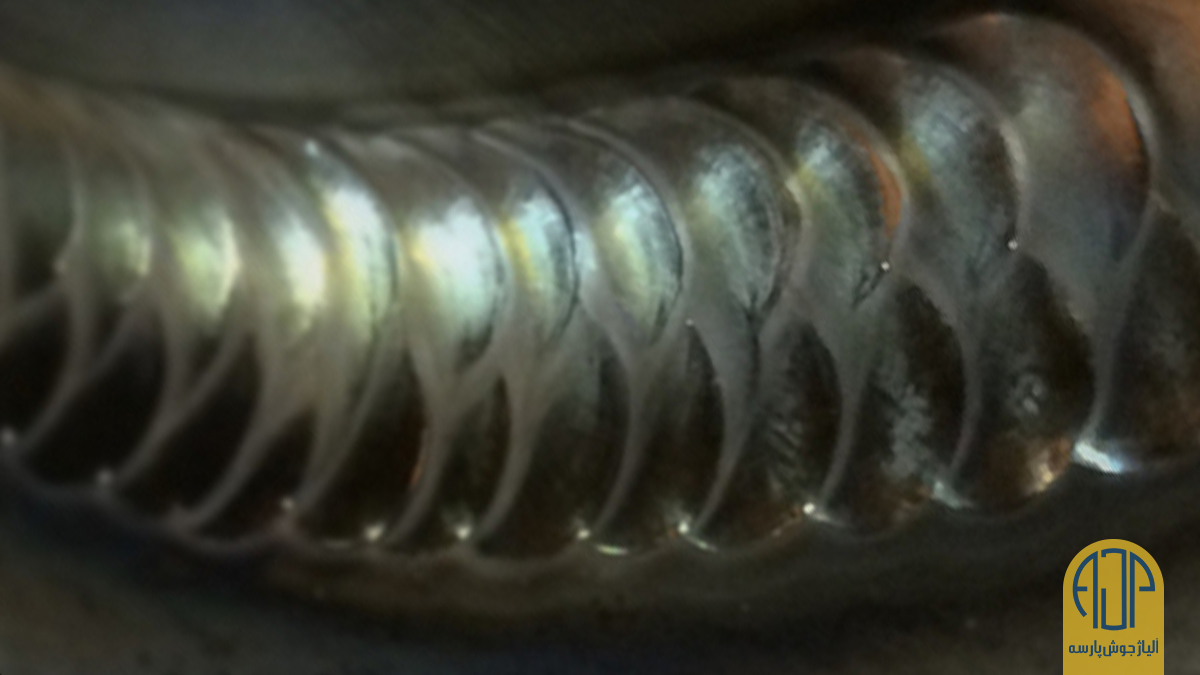
به محض سفت شدن مهره جوش، دوباره به حوضچه مذاب حرکتی شلاقی وارد میکنید و قطره دیگری از فلز جوش باید از میله شما بریزد (اگر در حال جوشکاری استیک هستید) تا سکه بعدی را ایجاد کند.
همه اینها خیلی سریع اتفاق میافتد. بنابراین، لازمست که خوب توجه داشته باشید چون میزان حرکت شلاقی دست شما با میزان گرمای مشاهده شده در جوش تعیین میشود.
در اول کار که جوشکاری را شروع میکنید، ممکن است اصلاً حرکت شلاقی نداشته باشید چون هنوز گرمای کافی ایجاد نشده است. وقتی که به انتهای جوش میرسید، ممکن است به خاطر گرمای زیادی که از خلال فلز پایه عبور میکند، مچ دست خود را با یک حرکت ثابت مدام تکان بدهید (یعنی همان حرکت شلاقی).
مهره جوش انواع بافت شلاقی: بافت ِجِی
حرکت شلاقی متنوع “بافت J” نامیده میشود که ترکیبی از حرکت هلالی و شلاقی است و معمولاً در دومین پاس (معروف به “داغ”) از مفصل شیار V استفاده میشود.
در اینجا، الکترود E6010 یا سایر الکترودهای سریع منجمد را از یک نقطه اتصال جوش و فلز پایه، به نقطه دیگر اتصال حرکت میدهید و در هر طرف بعد از یک مکث کوتاه، برای یک لحظه در امتداد یک طرف مفصل، به میله به شکل رو به جلو و به سمت بالا حرکت شلاقی وارد میکنید.
برای انجام این کار، باید قوس شما طولانیتر باشد و دقیقاً همانطور که در یک پاس ریشهای عمل میکردید، بعد از شلاق زدن رو به جلو، به منطقه باز ِبعدی در سمت چپ (یا راست) ِمحل اتصال ظاهر جوش و فلز پایه برمیگردید و ضربه را تکرار میکنید.
کاپ روان (برای روش تیگ)
در پاس ریشه برای جوشکاری لوله، جوشکارها اغلب از مشعل تیگ استفاده میکنند، چون مهرهای تمیزتر و دقیقتر از آنچه میتوانید با جوشکاری استیک یا میگ تولید کنید به شما میدهد.
همچنین، این فرآیند معمولاً شامل یک حرکت دستی خاص است که با نام “کاپ ِروان” شناخته میشود (در این حالت، کاپ یک عایق سرامیکی است که نوک تنگستن را احاطه کرده است). جوشکار به سادگی و نرمی کاپ را در امتداد مفصل جوش به جلو و عقب تکان میدهد.
اتمام کار
همانطور که دیدید، پر کردن یک مفصل با مواد، به ویژه در مورد اتصالات گستردهتر، بستگی زیادی به نحوه حرکت مشعل شما دارد. آگاهی از روشهای مختلف و درک این تکنیکها میتواند کیفیت جوشهای شما را بهبود ببخشد.
برای ارائه یک نمونه کار عالی و بینقص، نه تنها لازم است که مفصل خود را به درستی آماده کنید، مواد پرکننده مناسب را انتخاب کرده و تنظیمات دستگاه جوشکاری را به درستی انجام بدهید، بلکه باید از تکنیک حرکت مشعل مناسب برای مهره جوش خاصی که میخواهید ایجاد کنید استفاده کنید.
چهار روشی که در این نوشتار به شما معرفی شد، نتیجه محکمی را به شما ارائه میدهد. اما به خاطر داشته باشید که تمام این روشهای مربوط به حرکت مشعل، بر اساس تنوع و جزئیات دقیق و ظریفی انجام میشوند. و بنا بر ضربالمثل: ” کار نیکو کردن از پُر کردن است” بهترین راه برای افزودن همه این تکنیکها به مجموعه جوشکاری، تمرین زیاد است.
منبع: WebGuru