جوشکاری تیتانیوم به زبان ساده!
|
0
تیتانیوم یک فلز بسیار واکنش پذیر است که در گذشته، مردم جوش دادن آن را فقط در محفظههای محکم مهر و موم شده انجام میدادند. با این حال، جوشکاری تیتانیوم آنقدرها هم سخت نیست و با گاز محافظ مناسب و اقدامات پیشگیرانه، میتواند به راحتی انجام شود.
تیتانیوم دارای ویژگیهایی است که نقش مهمی در فرآیند جوشکاری دارند:
- چگالی کمتری نسبت به اکثر فلزات دارد
- به اندازه سایر فلزات الاستیک نیست
- دارای نقطه ذوب بالاتری نسبت به سایر فلزات جوشکاری است
- ماده ای است که به راحتی واکنش نشان میدهد و آلوده میشود
- به اندازه فولاد ضد زنگ انعطاف پذیر نیست
آماده سازی قبل از جوشکاری تیتانیوم
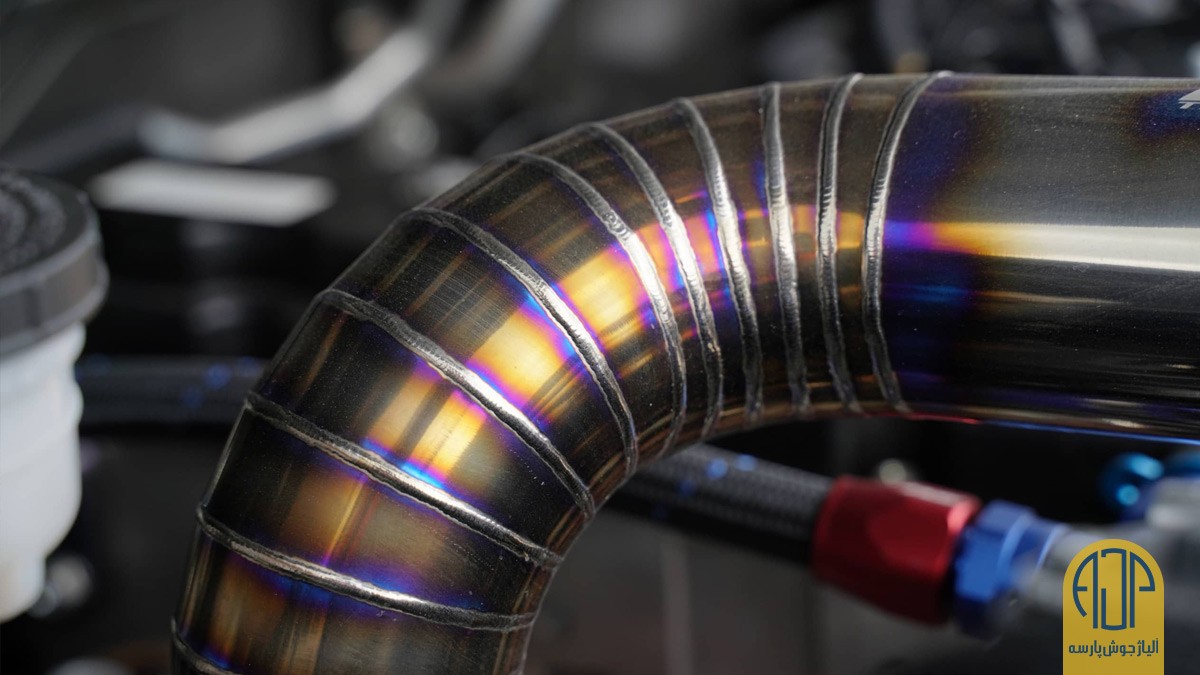
یک جوش تیتانیوم مناسب مثل جیوهء یخزده به نظر میرسد: براق و بازتابنده. برای اطمینان از اینکه یک جوش با کیفیت خوب تولید میکنید، اول باید بمنظور آماده سازی سطح جوش برای این روش چند مرحله را انجام دهید:
سطح فلز را برای جوشکاری تیتانیوم تمیز کنید
قبل از انجام تمام کارهای جوشکاری سطح فلز را آماده کنید و در مورد تیتانیوم، خیلی مراقب باشید. هرچه سطح شما تمیزتر باشد، اتصالتان قویتر خواهد بود. روغن، گرد و غبار، کثیفی، زنگ زدگی، مایع خاص برش و رنگ میتواند منجر به ایجاد یک اتصال شکننده شود و این یعنی شکست شما در جوشکاری!

برای اطمینان از یک جوش بادوام و موفق، سه تمیزی را فراموش نکنید:
- سطح تمیز
- فضای کار تمیز
- میله پرکنندهء تمیز
اگر حتی یکی از این سه مورد تمیز نباشد، قطعه کارتان را به راحتی آلوده میکند. برای حذف تمام ذرات ناخواسته از روی سطح، بهتر است از یک پاک کننده شیمیایی ِمخصوص تیتانیوم استفاده کنید.
برای تمیزی سطح کار، از بخارشوی و محلول رقیق هیدروکسید سدیم استفاده کنید تا همه آلودگیها پاک شود. بعد، با استفاده از یک دمنده هوای گرم تمام رطوبت ِفضای کار را از بین ببرید.
از دمنده هوای گرم روی حلالهای شیمیایی قابل اشتعال استفاده نکنید. اول باید مطمئن شوید که پاک کننده شیمیایی شما قابل اشتعال نباشد.
تمام تجهیزات را تمیز و قبل از استفاده خشک کنید. میتوانید از محلولی که برای تمیزی محل کارتان استفاده کردهاید برای ابزارها هم استفاده نمایید.
تیتانیوم به کلر واکنش خوبی نشان نمیدهد، بنابراین تمیزکننده را دوباره چک کنید تا مطمئن شوید که بر پایه کلر نباشد. دستکشهای لاستیکی همچنین حاوی کلر هستند، بنابراین بجای آن از دستکشهای پلاستیکی یا نخی استفاده کنید.
گاز محافظ مناسب برای جوشکاری تیتانیوم انتخاب کنید
از آنجایی که تیتانیوم به آسانی با هوا، روغن، خاک، رطوبت و سایر فلزات واکنش نشان میدهد و ترکیبات شکننده ایجاد میکند، استفاده از گاز محافظ مناسب برای ایجاد یک جوش قوی ضروری است. معمولاً اکثر جوشکاران از ۹۹.۹۹۹٪ آرگون خالص برای این فرآیند استفاده می کنند چون فقط آرگون و هلیوم خالص واقعاً محافظت بهینه را در برابر جو ایجاد میکنند.
موقع خرید گاز محافظ برای پروژه جوشکاری خود، مطمئن شوید که این گاز را فقط از تامین کنندگان قابل اعتماد تهیه میکنید. حتی اگر آرگون کمی کمتر از مقدار مورد نیاز باشد، میتواند منجر به تغییر رنگ شود و دست آخر با یک جوش متمایل به زرد مواجه خواهید شد، که اصلا مطلوب نیست.
گاز ناخالص یا پوشش ناقص هم میتواند باعث ایجاد رنگ و لکههای آبی میشود.
با تیتانیوم، باید مطمئن شوید که نه تنها قسمت جلو، بلکه پشت آن هم از جو محافظت میشود. هر ناحیهای که تحت تاثیر گرما قرار میگیرد، در صورت تماس با اکسیژن، واکنش نامطلوبی خواهد داشت.
برای قطعات کوچکتر، میتوانید از محفظههای محصور ساخته شده از جعبههای دستکش که با گاز محافظ پر شده استفاده کنید. حتی میتوانید از محفظههای گاز تصفیه پلیاتیلن مخصوص همراه با رگولاتور پاکسازی استفاده کنید و مراقب باشید که محفظه برای محافظت بهینه، آرگون کافی داشته باشد.
اگر در حین جوشکاری به دنبال داشتن سطح پوشش ایدهآل هستید، باید سه مرحله را دنبال کنید:
- محافظ اولیه: معمولاً در مشعل جوشکاری ساخته میشود و پوشش اولیه لازم برای محافظت از حوضچه جوش را فراهم میکند. میتوانید از یک مشعل استاندارد و خنک کننده با آب که مجهز به فنجان سرامیکی و لنزهای گازی است استفاده کنید. پیشنهاد ما اینست که برای بهترین پوشش یک مشعل با فنجان پهنتر انتخاب کنید.
- محافظ ثانویه: محافظهای دنباله دار که به انتهای اکثر مشعلهای جوشکاری متصلاند حفاظت ثانویه را بر عهده دارند و تضمین میکنند که تمام مناطق تحت تأثیر گرما از آلودگی ایمن نگه داشته شوند.
- محافظ پشتیبان: این ابزار به محافظهای دنباله دار شباهت و عملاً همان عملکرد را دارند. آنها یا دستی هستند و یا در جای خود چسبانده شدهاند (به ندرت از قبل در مشعل جوش قرار میگیرند).

انتخاب سیمجوش مناسب برای جوشکاری تیتانیوم
موقع انتخاب فلز پرکننده برای جوش تیتانیوم و آلیاژهای آن، سیم پرکنندهای (سیمجوش) انتخاب کنید که در درجه اول همان خواص مواد پایه را داشته باشد، یا سیمی انتخاب کنید که در سطح استحکام یک درجه پایینتر از فلز پایه طبقهبندی شود. در برخی شرایط، جوشکار ممکن است حتی از دسته متفاوتی از سیم پرکننده استفاده کند.
انتخاب سیمجوش شما به خواص و ترکیب اتصالتان بستگی دارد. برای بهبود شکل پذیری اتصال به این موارد دقت کنید:
- موقع جوشکاری تیتانیوم بدون آلیاژ با استحکام بالاتر، از فلز پرکنندهای استفاده کنید که از نظر استحکام پایینتر از فلز پایه باشد.
- موقع جوشکاری تیتانیوم میتوانید از مواد پرکننده بدون آلیاژ از طبقه بندی Ti-5A1-2.5Sn و Ti-6A1-4V استفاده کنید.
- گزینه دیگر، فلز پرکننده با درصد اکسیژن، نیتروژن، هیدروژن، کربن و سایر محتویات آلیاژی کمتر از فلز پایه است.
فرآیندهای جوشکاری قابل استفاده جهت تیتانیوم
موقع جوشکاری تیتانیوم و آلیاژهای تیتانیوم، میتوانید از یکی از روشهای زیر استفاده کنید:
- (EBW) جوشکاری با پرتو الکترونی
- (GTAW) جوشکاری قوسی با گاز تنگستن یا (تیگ) با گاز بی اثر تنگستن
- (RW) جوشکاری مقاومتی
- (LBW) جوشکاری با پرتو لیزر
- (PAW) جوشکاری قوس پلاسما
- (GMAW) جوشکاری قوس فلزی با گاز یا گاز بی اثر فلز(میگ)
- (FRW) جوشکاری اصطکاکی
۱. جوشکاری پرتو الکترونی برای تیتانیوم
این یک فرآیند همجوشی است که از یک پرتو الکترونی با سرعت بالا برای اتصال دو فلز استفاده میکند. به محض تماس پرتو با قطعات فلزی، گرمای شدید تولید میشود، دو صفحه ذوب شده و به هم جوش میخورند و یک مفصل جامد تشکیل میشود. صنایع هوافضا و تولید هواپیما به دلیل دوام اتصالات تولید شده از جوشکاری پرتو الکترونی استفاده میکنند.
می توانید از روش جوشکاری پرتو الکترونی برای صفحاتی با ضخامت ۷۶-۶ میلیمتر و بیشتر استفاده کنید. این فرآیند جوشهایی با کیفیت بالا و سطح آلودگی کم تولید میکند، چون فرآیند در فضایی با خلاء بالا انجام میشود.
۲. گاز بی اثر تنگستن / GTAW برای تیتانیوم
در فرآیندهای جوشکاری تیگ ( TIG یا GTA) از یک الکترود تنگستن غیر مصرفی استفاده میشود که جریان را به قوس جوش منتقل میکند. از گاز محافظ برای محافظت از حوضچه جوش در برابر آلودگیهای خارجی استفاده میشود که میتواند منجر به جوشهای ضعیف و با کیفیت پایین شود. در این فرآیند، به یک فلز یا سیم پرکننده برای اتصال جوش نیاز است.
این فرآیند کلا برای جوشکاری تیتانیوم و آلیاژهای آن است. برای اتصال شیارهای لب به لب مربع بر روی فلزات پایه تا ضخامت ۲.۵ میلیمتر از تیگ بدون ماده پرکننده استفاده میشود. همچنین برای ورقهای ضخیمتر، بمنظور اطمینان از دوام اتصال، فلز پرکننده به کار میرود.
۳. جوشکاری مقاومتی (RW) برای تیتانیوم
جوشکاری مقاومتی یک روش ترمو الکتریک است که در آن دو قطعه فلز با عبور جریان کنترل شده از صفحات برای یک دوره کنترل شده، به یکدیگر متصل میشوند. استفاده از فشار قابل توجه هم برای این روش معمول است. در این روش، گرما به شدت محدود به ناحیهای است که باید اتصال در آن تشکیل شود.
میتوانید برای اتصال تیتانیوم و آلیاژهای آن، از جوش مقاومتی برای ایجاد اتصالات نقطهای یا پیوسته استفاده کنید. این به ویژه برای جوشکاری تیتانیوم با فلزات دیگر مثل فولاد کربنی یا صفحات فولادی ضد زنگ مفید است.

۴. جوشکاری پرتو لیزر (LBW) برای تیتانیوم
این یکی دیگر از فرآیندهای جوشکاری فیوژن است که دو قطعه فلز را از طریق لیزر به هم متصل میکند. به این شکل که محل تقاطع بین دو صفحه را گرم، ذوب و ادغام میکند و اتصال را تشکیل میدهد. با سرد شدن حوضچه جوش مذاب، یک جوش محکم و بادوام ایجاد میشود.
امروزه برای تیتانیوم جوشکاری با پرتو لیزر ترجیح داده میشود چون نیاز به محفظه خلاء ندارد. با این حال، استفاده از گاز محافظ ضروری است چون خطر آلودگی همچنان وجود دارد.
با اینکه پرتو لیزر و پرتو الکترونی هر دو روش جوشکاری ذوبی هستند، دامنه اولی محدودتر است یعنی نمیتوانید از این فرآیند بر روی صفحات تیتانیوم با ضخامت بیش از ۱۳ میلیمتر استفاده کنید.
۵. جوشکاری قوس پلاسما (PAW) برای تیتانیوم
این جوشکاری مشابه تیگ است چون از قوس بین الکترود تنگستن و قطعه کار هم استفاده میکند. تقریباً برای تمام طبقهبندیهای تیتانیوم مناسب است و حتی بر روی ورقهای فلزی ضخیمتر هم عملکرد خوبی دارد. با استفاده از تکنیک سوراخ کلید، میتوانید آن را روی صفحهء یک پاس تا ضخامت ۱۳ میلیمتر هم استفاده کنید.
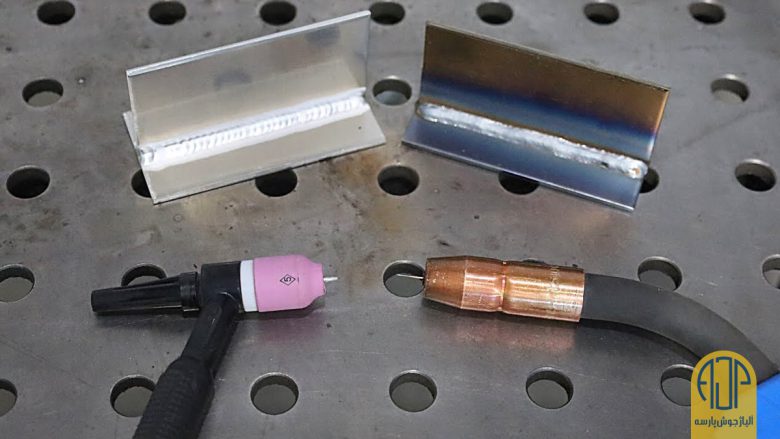
۶. گاز خنثی فلزی (MIG) / جوشکاری قوس فلزی با گاز (GMAW) برای تیتانیوم
در جوشکاری میگ از یک سیم فلزی پرکننده جامد استفاده میشود که به طور مداوم گرم و از طریق یک تفنگ جوش تغذیه میشود. این فرآیند، استفاده از گاز محافظ را برای محافظت از حوضچه جوش در برابر آلودگی تضمین میکند. خیلی از جوشکاران جوشکاری قوس فلزی با گاز را به دلیل رسوب فلز و نرخ بهره وری بالای آن ترجیح میدهند.
همچنین میتوانید از این فرآیند برای جوشهای تیتانیوم روی صفحاتی با ضخامت بیش از سه میلیمتر استفاده کنید. با استفاده از تکنیک جریان پالسی میشود جوشهایی با کیفیت بالا تولید کرد. این روش نسبت به روشهای دیگر هزینه کمتری دارد، به ویژه برای استفاده در صفحات تیتانیومی با ضخامت بیش از ۱۳ میلیمتر.
۷. جوشکاری اصطکاکی (FRW) برای تیتانیوم
همانطور که از نامش پیداست، این روش برای اتصال دو قطعه فلز از اصطکاک استفاده میکند که یک فرآیند جوش حالت جامد است که اتصالی به قوت فلز پایه ایجاد میکند. این روش به طور گسترده در صنایع مختلف استفاده میشود و برای اتصال لولهها، تیوبها و میلهها مفید است.
نکات و ترفندهایی برای جوشکاری تیگ تیتانیوم
- از یک منبع تغذیه استاندارد جوشکاری قوسی گاز تنگستن همراه با راهاندازی قوس با فرکانس بالا استفاده کنید. استفاده از قطبیت منفی الکترود جریان مستقیم با کنترل آمپراژ از راه دور برای جوشکاری تیتانیوم به خوبی عمل میکند.
- از یک مشعل تیگ با آب خنک استفاده کنید که قادر به انجام جوش در دمای بالا برای دورههای طولانیتر است و در مقایسه با مشعلهای هوا خنک، کوچکتر و به راحتی قابل هدایت است.
- اگر به دنبال مشعل ارزانتری هستید، مشعل هوا خنک را انتخاب کنید.
- برای جوشکاری تیتانیوم، باید از الکترود تنگستن ۲٪ سِریا (اکسید سِریوم) استفاده کنید:
– ۱۶/۱ اینچ یا کوچکتر برای جوشکاری کمتر از ۱۲۵ آمپر
– ۳۲/۱۶-۳/۱ اینچ برای ۲۰۰-۱۲۵ آمپر
– ۳۲/۳-۸/۱ اینچ، برای بیشتر از ۲۰۰ آمپر
- از یک لنز گازی واید با قطر حداقل ۱-۰.۷۵ اینچ استفاده کنید تا با ایجاد پوشش گستردهتر، جوشهای طولانیتری انجام دهید.
- از یک بلوک تصفیه مس متخلخل استفاده کنید تا از هر طرف پوشش یکنواختی را برای قطعه کار فراهم کند. مس با عملکرد عدسیمانند، گاز محافظ را از همه طرف در طول قطعه کار به طور مساوی توزیع میکند.
- جریان گاز ایدهآل برای بلوکهای پاکسازی و محافظهای دنبالهدار، ۱۰ فوت مکعب در ساعت است. برای مشعل باید آن را روی ۲۰ فوت مکعب در ساعت تنظیم کنید.
- در مورد اتصالاتی که استفاده از بلوک پاکسازی برایشان غیرممکن است، می توانید خودتان با فویل فولادی ضد زنگ و نوار فایبرگلاس یک محفظه درست کنید. قبل از شروع جوش، اجازه دهید گاز محافظ به اندازه کافی در محفظه جریان داشته باشد تا هوا حداقل ده بار به طور کامل تغییر کند.
- برای محافظت از مواد در برابر آلودگی، همیشه هنگام کار با تیتانیوم از دستکش نیتریل استفاده کنید.
- همانطور که انتخاب میله پرکننده مناسب مهم است، نگهداری مناسب آن ضروریتر است. بعد از اینکه یکی را انتخاب و به اندازه کافی تمیز کردید، باید آن را در یک شیشه دربسته نگهداری کنید تا برای استفاده مجدد در آینده ایمن بماند.
- قبل از جوشکاری، باید لایه اکسید روی تیتانیوم را پاک کنید. برای انجام این کار، از آسیاب و سنبادهای که به تیتانیوم اختصاص دارد استفاده کنید.
- قطعه کار را با یک پارچه بدون پرز و با حلال استون یا متیل اتیل کتون پاک کنید. همچنین میتوانید از محلول هیدروکسید سدیم و آب رقیق برای آماده سازی سطح برای جوشکاری استفاده کنید.
- همچنین میتوانید از یک سوهان کاربید و یک برس استیل ضد زنگ برای حذف لایه نازک اکسید از روی صفحه تیتانیوم استفاده کنید. برای اینکار دستکش نیتریل بپوشید و همچنین ابزار را برای استفاده به تنهایی روی تیتانیوم اختصاص دهید.
- شما باید جریان گاز محافظ بعد از عمل را تا زمانی که دما به زیر ۸۰۰ درجه فارنهایت برسد حفظ کنید.
- پیشنهاد میکنیم قبل از قطع کردن جریان گاز، از یک دماسنج مادون قرمز استفاده کنید تا مطمئن شوید که تیتانیوم تا محدوده ایمن خنک میشود.
جوشکاری تیتانیوم در اصل مثل جوشکاری هر فلز دیگری است. با این حال، به دلیل واکنش پذیری بالا، میتواند به یک فرآیند پیچیده تبدیل شود. تا زمانی که مواد قبل از جوشکاری به درستی تمیز شوند، در فرآیند جوشکاری مشکلی نخواهید داشت. همیشه باید مطمئن شوید که تنظیمات لازم برای محافظت از فلز در برابر آلودگی را انجام دادهاید. اگر این کار را انجام دهید، روند نسبتاً ساده می شود.

پرسشهای مرتبط در ازتباط با جوشکاری تیتانیوم
❓ آیا میشود روی تیتانیوم جوشکاری کرد؟
جوشکاری تیتانیوم مثل فولاد یا آلیاژهای نیکل بدون دردسر است، مشروط بر اینکه خواص منحصر به فرد آن را در نظر داشته باشید. با استفاده از تکنیکهای مشابه فولاد ضد زنگ و آلیاژهای مبتنی بر نیکل، میتوانید تیتانیوم را تقریباً به هر شکلی در بیاورید.
قبل از شروع جوشکاری، سطح را با یک پاک کننده شیمیایی مناسب بدون کلر و غیرقابل اشتعال، از شر لایه اکسید و تمام ناخالصیها پاک کنید.
تا زمانی که بتوانید از هر طرف پوشش مناسبی برای مواد پایه ایجاد کنید، میتوانید یک جوش انعطاف پذیر و بادوام ایجاد کنید.
❓ آیا میشود تیتانیوم را جوش میگ داد؟
بله! شما میتوانید تیتانیوم را با میگ جوش دهید حتی اگر بیشتر جوشکاران جوشکاری تیگ را ترجیح بدهند. با تیتانیوم، خطر سوختن از طریق صفحه وجود دارد، به همین دلیل جوش میگ فقط برای جوشکاری روی صفحاتی با ضخامت بیش از ۳ میلیمتر مناسب است.
❓ آیا میشود فولاد ضد زنگ را به تیتانیوم جوش داد؟
بله میشود. تا زمانی که از گاز آرگون خالص ۹۹.۹۹۹٪ برای روش جوشکاری تیگ یا میگ استفاده میکنید، میتوانید جوشی بادوام و مستحکم ایجاد کنید.
❓ آیا تیتانیوم را میشود به آلومینیوم جوش داد؟
جوشکاری آلومینیوم و تیتانیوم به مقادیر زیادی گرما نیاز دارد و برای این کار باید از سیم پرکننده آلومینیومی استفاده کنید. اتصال این دو فلز در صورتی امکانپذیر است که دما در سمت ورق تیتانیوم زیر ۲۰۰۰ درجه سانتیگراد باقی بماند. این ماده در محل تقاطع ذوب میشود و یک اتصال بادوام ایجاد می کند.
با این حال، ما پیشنهاد میکنیم که سعی کنید دمای تیتانیوم را نزدیک به نقطه ذوب آن که ۱۶۷۰ درجه سانتیگراد است حفظ کنید. نگهداری آن در دمای ۱۷۵۰ درجه سانتیگراد، جوش تیتانیوم ایده آل با آلومینیوم را برای شما به ارمغان میآورد و به طور همزمان خطر سوختگی را از بین میبرد. تا زمانی که ویژگیهای منحصر به فرد تیتانیوم را در نظر داشته باشید و موقع جوشکاری تیتانیوم پوشش مناسبی را ارائه دهید، جوشهای بادوام و منظمی خواهید داشت.