جوشکاری التراسونیک یا فراصوت چیست؟
|
0
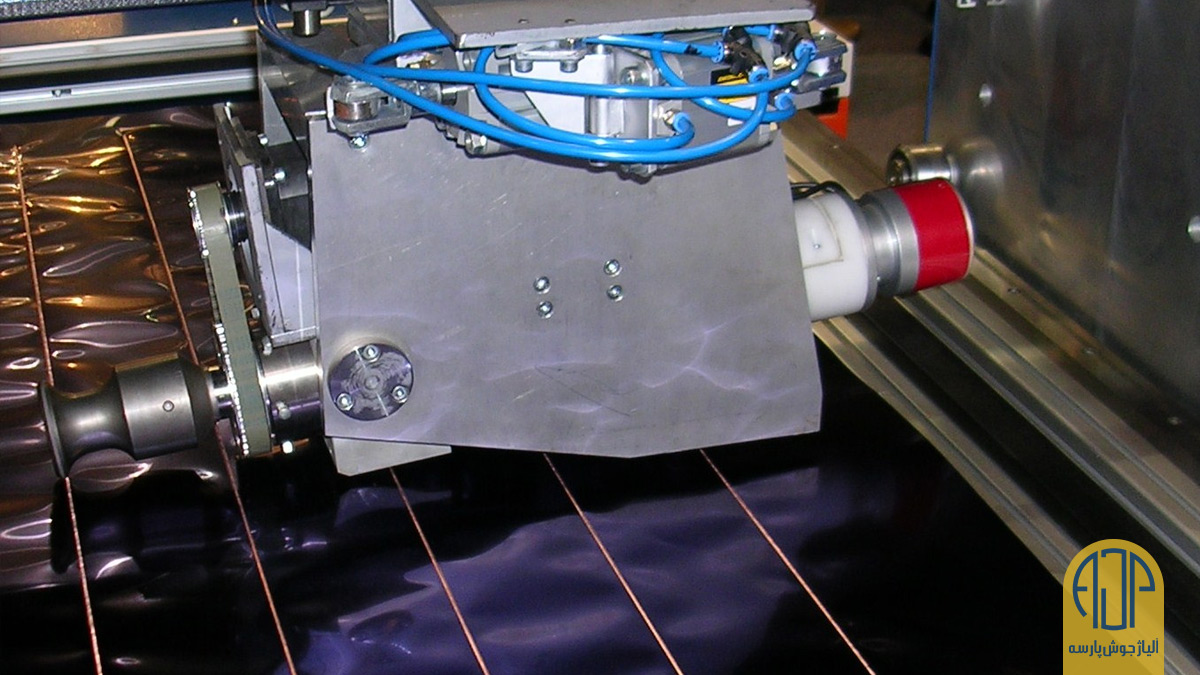
جوشکاری التراسونیک یا جوشکاری فراصوت، اتصال یا اصلاح پلاستیکهای حرارتی از طریق استفاده از گرمای تولید شده از حرکت مکانیکی با فرکانس بالاست که با تبدیل انرژی الکتریکی با فرکانس بالا به حرکت مکانیکی انجام میشود. این حرکت مکانیکی، همراه با نیروی وارده، در سطح جفت شدهء اجزای پلاستیکی (ناحیه اتصال) باعث ایجاد گرمای اصطکاکی و بنابراین تشکیل پیوند مولکولی در بین مواد پلاستیکی ذوب شده میشود.
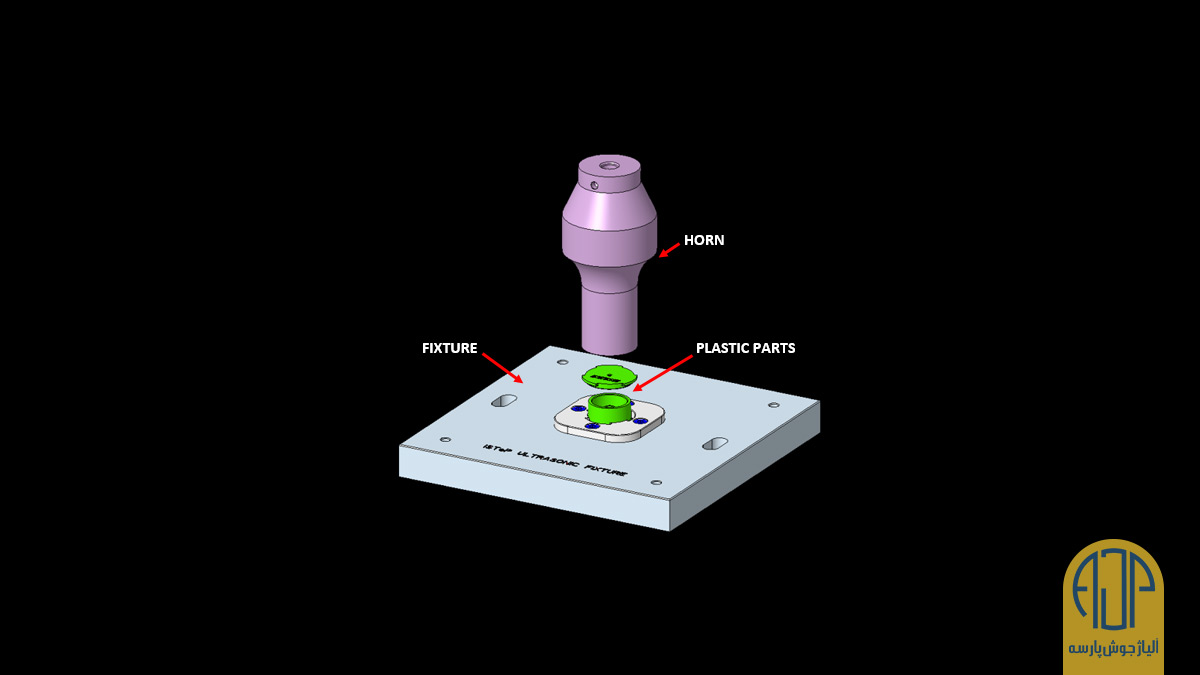
اصل اساسی جوشکاری اُلتراسونیک
قطعات در قسمت ثابت: دو قطعه ترموپلاستیک ((plastic parts که باید متصل شوند، بر روی هم و در یک جایگاه حمایتی به نام فیکسچر(fixture) قرار میگیرند.
ملاحظات مواد
برای اتصال دو قسمت ترموپلاستیک، لازم است مواد از نظر شیمیایی سازگار باشند. در غیر این صورت، حتی اگر هر دو ماده با هم ذوب شوند باز هم هیچ پیوندی ایجاد نمیشود. یک مثال خوب میتواند تلاش برای جوش دادن پلی اتیلن به پلی پروپیلن باشد. این دو ماده نیمه بلورین ظاهری مشابه و بسیاری از خصوصیات فیزیکی ِمشترک دارند؛ با این حال، از نظر شیمیایی سازگار نیستند و بنابراین نمیتوانند به هم جوش داده شوند. درحالیکه ترموپلاستیکها (که موادی با خصوصیات شیمیایی یکساناند) به یکدیگر جوش میخورند، مثل یک قطعه ABS که به یک قطعه ABS دیگر جوش میخورد. ترموپلاستیکهای غیرمشابه ممکن است تنها در صورتیکه دمای ذوبشان در حدود 40 درجه فارنهایت (6 درجه سانتیگراد) باشد سازگار و از نظر ساختار مولکولی شبیه به هم باشند. به عنوان مثال، این احتمال وجود دارد که یک قطعه ABS به یک قسمت اکریلیک جوش داده شود چون خواص شیمیایی آنها سازگار است. به طور کلی، فقط پلیمرهای آمورف ِمشابه، امکان جوشکاری خیلی خوب با یکدیگر را دارند. خواص شیمیایی هر ماده نیمه بلوری باعث می شود که هر یک فقط با خودش سازگار باشد. غیر از سازگاری موادی که باید جوش داده شوند، چندین عامل دیگر ممکن است بر قابلیت جوشکاری آنها تأثیر بگذارد، از جمله: رطوبت، عوامل آزادسازی قالب، روانکنندهها، نرمکنندهها، مواد پرکننده، بازدارندههای شعله، جمع شدن مجدد، رنگدانهها و درجههای رزین.
ملاحظات طرح اتصال
طرح اتصال قطعات جفتشده برای دستیابی به نتایج مطلوب مونتاژ بسیار مهم است. طرح اتصال خاص یک قطعه به عواملی مثل نوع پلاستیک، هندسه قطعه و نیازهای جوش بستگی دارد. طرحهای اتصال متفاوت با مزایای خاص وجود دارد و سه مورد اساسی برای این طرحها وجود دارد: یک منطقه تماس یکنواخت، یک منطقه تماس اولیهء کوچک و یک وسیلهء همترازی
مزایای جوشکاری التراسونیک
استفاده از مونتاژ اُلتراسونیک مزایای زیادی دارد. این یک فرآیند سریع، تمیز، کارآمد و قابل تکرار است و در عین مصرف انرژی بسیار کم، پیوندهای محکم و یکپارچهای تولید میکند که به هیچ حلال، چسب، اتصالدهندههای مکانیکی یا گرمای خارجی نیاز ندارد. مواد پیچیده را میتوان به روش اُلتراسونیک مونتاژ کرد. بخشهای مونتاژشده دارای بازیافت سریعی هستند چون انرژی منتقل شده به محل اتصال و آزاد شده در اثر حرارت خیلی سریع اتفاق میافتد و در ناحیه اتصال جمع میشود.
اتلاف سریع گرما، سرعت این روند را نسبت به سایر روشهای مونتاژ بالاتر میبرد. با تغییر سریع ابزار و یا برنامه سیستم مونتاژ اُلتراسونیک، میتوان انعطاف و حالتپذیری اتصال را بیشتر کرد که در بسیاری از فرایندهای مونتاژ دیگر یافت نمیشود. علاوه بر این، سرمایهگذاری نسبتاً پایین روی تجهیزات اُلتراسونیک در مقابل قابلیت اطمینان بالا، عمر طولانی و عملکرد ثابت و قابل تکرار، این جوشکاری را به یک روش مونتاژ مطلوب تبدیل میکند.
امروز مونتاژ اُلتراسونیک به طور گستردهای پذیرفته شده و در صنعت خودرو، پزشکی، برق و الکترونیک، ارتباطات، لوازم خانگی، محصولات مصرفی، اسباببازیها، نساجی و صنایع بستهبندی مورد استفاده قرار میگیرد. این یک فرایند اقتصادی است که میتواند با هزینههای مونتاژ کمتر، تولید را افزایش دهد. جوشكاران اُلتراسونیك به راحتی میتوانند با ادغام در محیط تولید اتوماسیون و كنترل الكتریكی صددرصد ِجدیدترین تجهیزات، قابلیت تکرار، اطمینان و دقت بی سابقهای به روند کار خود ببخشند.
منبع: dukane.com





