
تفاوت جوشکاری AC و DC
|
0
اگر در جوشکاری دستی دارید و یا حتی کمی با روش کار آن آشنا هستید، ممکن است اصطلاحات «AC» و «DC» را در جوشکاری شنیده باشید که انواع مختلفی از جریانها هستند که در فرآیند جوشکاری استفاده میشوند. از آنجایی که در جوشکاری از یک قوس الکتریکی استفاده میشود که گرمای مورد نیاز برای ذوب فلز را ایجاد میکند، به جریانی ثابت با قطبیت متفاوت نیاز است که به ماده جوش داده شده بستگی دارد.
برای ایجاد یک جوش خوب، اول باید بفهمید که این دو جریان روی دستگاه جوش و همچنین روی الکترودها چه معنایی دارند. استحکام و کیفیت جوشی که میسازید در واقع مبتنی بر قطبیت الکترود و هر دو جوش AC و DC به قطبیت جریانی که از الکترود دستگاه میگذرد متکی است. AC نشانگر جریان متناوب و DC نشانگر جریان مستقیم است.
قطبیت چیست؟
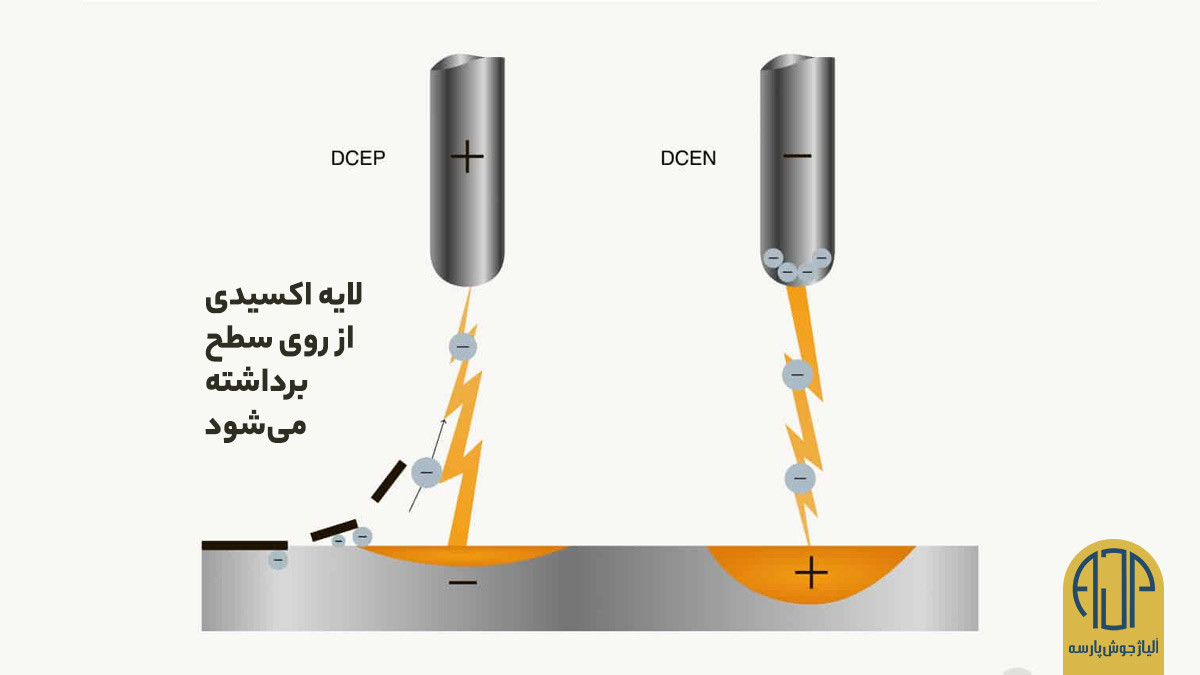
احتمالاً با اصطلاح “قطب” آشنا هستید، مثلا در آهنربا که دارای قطب مثبت و منفی است؛ عینا مدارهای الکتریکی هم دارای قطبهای منفی و مثبت هستند. در تمام مدت فعال بودن یک مدار، جریان مستقیم (DC) در یک جهت جریان مییابد، که منجر به قطبیت ثابت میشود با تعداد یونهای مثبت بیشتر. یک طرف هم با تعداد یونهای منفی بیشتر، منفی میماند.
از سوی دیگر، جریان متناوب (AC)، همانطور که از نام آن پیداست، در جهتی که در آن جریان دارد، متناوب میشود، یعنی نیمی از زمان در یک جهت و نیمی دیگر در جهت مخالف جریان دارد.

جریان AC که در عرض یک ثانیه با جریان ۶۰ هرتز حدود ۱۲۰ بار قطبیت خود را تغییر میدهد و به عنوان قطب مثبت یا معکوس الکترود هم شناخته میشود، نفوذ عمیقتری ایجاد میکند و منجر به نرخ رسوب سریعتر میشود چون ذوب الکترود در آن سریعتر است. انواع مختلف الکترودها و همچنین انواع مختلف محافظ الکترود میتوانند بر این شرایط تأثیر بگذارند.
الکترودهای محافظ گاهی اوقات میتوانند از هر دو نوع قطبی استفاده کنند، در حالی که بعضی از آنها فقط روی یک قطب کار میکنند.
یک جوش خوب شامل نفوذ مناسب و مهرهزنی یکنواخت است و برای رسیدن به این امر باید از قطبیت مناسب استفاده کند. با قطبیت اشتباه، نه تنها نفوذ ضعیف و مهرههای نامنظم میشوند، بلکه پاشش و گرما بیش از حد میشوند و در برخی موارد، حتی ممکن است کنترل قوس را از دست بدهیم.
الکترود هم ممکن است به سرعت بسوزد.
اکثر دستگاه جوشهای قوس الکتریکی دارای پایانهها یا جهتهای کاملا مشخصی هستند تا کاربران با اطمینان بفهمند که چگونه دستگاه جوش را بر روی جریان مستقیم یا متناوب تنظیم کنند. بعضی از دستگاههای جوشکاری از سوئیچها برای تغییر قطبیت استفاده میکنند و برای بعضیشان نیاز به ایجاد تغییراتی در پایانههای کابل است.
جوشکاری با جریانهای مختلف
انواع مختلف جوش به دلیل ماهیتشان برای انواع مختلف جریان و تأثیرات آن نوع جریان خاص مناسبترند.
جوشکاری AC یا جریان متناوب
جوشکاری AC نسبت به جوش DC پایینتر در نظر گرفته میشود و بنابراین به ندرت بکار میرود: معمولا زمانی که دستگاههای DC در دسترس نباشد.
جوشکاری AC بیشتر برای جوشهای صفحه سنگین، پر کردن سریع و جوشکاری تیگ آلومینیوم با فرکانس بالا استفاده میشود، اگرچه گاهی هم برای رفع مشکلات ناشی از ضربه قوس بکار میرود. مشکلات دَمِش قوس زمانی اتفاق میافتد که قوس اتصالی را که در سطوح جریان بالاتر جوش داده میشود خارج میکند؛ که بیشتر موقع کار با الکترودهایی که قطر زیادی دارند اتفاق میافتد.
برای جوش فلزات مغناطیسی شده هم که با DC امکانپذیر نیست میشود از جوش AC استفاده کرد. تغییر ثابت در جهت جریان در جوشکاری AC به این معناست که فلز مغناطیسی شده بر قوس الکتریکی تأثیر نمیگذارد.
جریان AC هم برای دماهای بالاتر مناسبتر است. از آنجایی که سطح جریان بالاتری را فراهم میکند، امکان نفوذ عمیقتری بدست میدهد و بنابراین برای جوشکاری درز در ساخت کشتی استفاده میشود.
جوشکاری AC برای تعمیر ماشین آلات هم خوب است چون خیلی از آنها دارای میدانهای مغناطیسی و مناطقی هستند که زنگزدگی دارند.
با این حال، ناپایداری جهت در جوشکاری AC همچنین میتواند یک نقطه ضعف باشد چون این فرآیند دارای بازده محصول کمتری نسبت به جوشکاری DC است.
جوشکاری DC
جوشکاری DC، درست مثل AC، مزایای خاص خود را دارد و در چند مورد خاص که جوشکاری AC مفید نیست، مثلا در جوشکاری عمودی، لحیم کاری تک کربنی یا جوشکاری فولاد ضد زنگ تیگ استفاده میشود.
از آنجایی که جوشکاری DC نرخ رسوب بالاتری دارد، برای کاربرانی که نیاز به تجمع بهتر رسوبات بزرگتر دارند، مناسب است. اگرچه جوشکاری AC نفوذ بهتری دارد، اما ممکن است بخاطر نرخ رسوب کمتر مناسب نباشد.
جوش DC همچنین پاشش کمتری نسبت به جوش AC تولید میکند که باعث میشود مهره جوش یکنواخت و صافتر و همچنین بازده محصول بالاتر باشد. جریان مستقیم قابل اعتمادتر هم هست و بنابراین کار با آن آسانتر میشود چون قوس الکتریکی ثابت و پایدار میماند.
بهتر بودن جوش DC برای جوشکاری فلزات نازکتر است که آن را برای خیلی از جوشکاران مطلوب میکند. ماشین آلات مورد استفاده با این نوع جریان ارزان تر هم هستند که این به کاهش هزینهها کمک میکند.
با این حال، اگرچه ماشین آلات به خودی خود هزینه کمتری دارند، فرآیند استفاده واقعی از DC کمی پرهزینهتر است، به این دلیل که برای تغییر AC به DC به تجهیزات خاصی نیاز است که احتمالاً توسط هیچ شبکه برقی ارائه نمیشود. با این حال، از آنجایی که جریان DC برای اکثر انواع فرآیندهای جوشکاری مناسبتر است، این هزینهها ضروری در نظر گرفته میشوند.
اگرچه جوش DC برای خیلی از فلزات مختلف بهتر است، اما برای کار با آلومینیوم توصیه نمیشود، چون این کار به تولید حرارت با شدت بالا نیاز دارد که با DC امکانپذیر نیست. علاوه بر این، اگر یک میدان مغناطیسی در هنگام کار با DC ایجاد شود، خطر بیشتری برای ضربه قوس وجود دارد که میتواند خطرناک باشد.
از چه الکترودی استفاده کنیم؟
از آنجا که نوع جریان استفاده شده بر قطبیت الکترود تأثیرگذار است، باید الکترود مورد استفاده را هم در نظر گرفت. برای جوشکاری DC، به دنبال الکترودی با پوشش سدیم سلولزی بالا باشید که فقط برای استفاده از جریان مستقیم است و نفوذ عمیقتری فراهم میکند.
برای جوشکاری AC، چون قوس به دلیل جریان متناوب تمایل به خارج شدن و بازیابی خود دارد، الکترودها دارای عناصر خاصی هستند که آنها را مشتعل نگه میدارد. الکترودهای جوشکاری AC باید دارای پوششی از نوع پتاسیم با سلولز بالا باشند که میتواند برای همه موقعیتها و همچنین روی فلز زنگزده یا کثیف هم کار کند.
انواع مختلفی از الکترودها برای جوشکاری AC وجود دارد، اما خیلی از آنها برای استفاده در جوشکاری AC و DC در دسترس هستند.
مثل هر چیز دیگری، هیچ راهی برای انتخاب یک چیز «بهتر» از دیگری وجود ندارد و این یعنی هر دو نوع جوش کارایی خاص خودشان را دارند.
در خیلی از موارد، برای شرایط خاص جوشکاری DC بهتر از جوشکاری AC است، اما نه ذاتاً “بهتر”؛ اما در موارد دیگر، جوشکاری AC میتواند انتخاب سودمندتری باشد. انتخاب قطب و جریان مناسب و همچنین الکترود مناسب برای استفاده، میتواند برای ایجاد یک جوش خوب خیلی مهم باشد که باید با دقت انجام شود.

سوالات مرتبط
❓جوش میگ AC است یا DC؟
در جوشکاری میگ، تنظیمات قطبیت باید در الکترود منفی جریان مستقیم باشد، جایی که ترمینال منفی دستگاه به الکترود متصل است، در حالی که ترمینال مثبت با زمین اتصال دارد.
❓نفوذ در جوشکاری چیست؟
در جوشکاری، نفوذ به فاصلهای اطلاق میشود که خط همجوشی تا زیر سطح ماده در حال جوش امتداد دارد. این معمولاً نتیجه جریان مورد استفاده است.
❓رسوبگذاری در جوشکاری چیست؟
نرخ رسوب مقدار فلز پرکنندهای است که ذوب و در محل اتصال جوش مخلوط میشود که معمولاً با پوند در ساعت تعریف میشود. این تا حد زیادی به اندازه، نوع و قطبیت سیم بستگی دارد.
منبع: Welding Headquarters





