دانشنامه
انواع مختلف پوزیشنهای جوشکاری
تا اینجا(با مطالعه ی مطلب قبل) با جوشهای F (نبشی) و G(شیاری) آشنا شدید. وقت آن است که برای عملی کردن این دانش بررسی اعداد و معانی مربوط به آنها در زمینه انواع مختلف پوزیشنهای جوشکاری، درس خود را تکمیل کنید.
پوزیشنهای جوشکاری که در مورد آنها صحبت خواهیم کرد در واقع با اعدادی که برای نشان دادن آنها استفاده میکنیم، مطابقت دارند. به معنای دیگر، از علامت “1” برای توصیف یک جوش صاف(تخت یا مسطح) استفاده می شود، علامت “2” به معنای یک موقعیت افقی است، علامت “3” میگوید که باید در حالت عمودی کار کنید و علامت “4” به معنی انجام جوشکاری در حالت سربالاست.
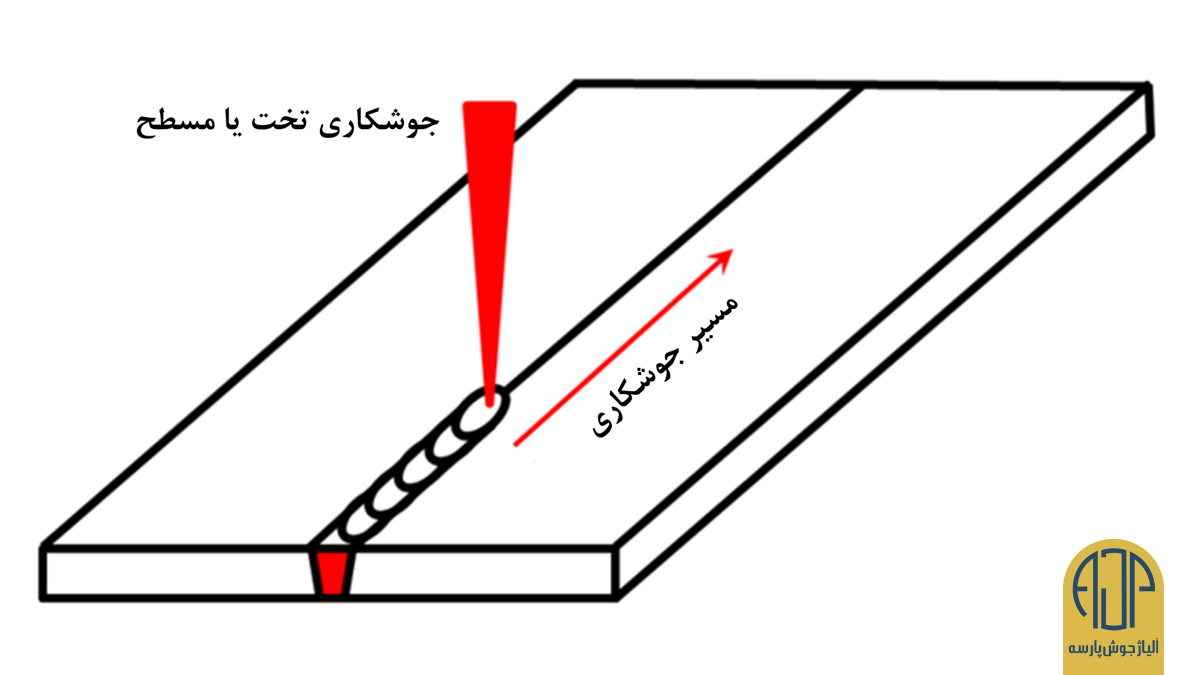
1-پوزیشن جوشکاری تخت یا مسطح
از بین انواع مختلف پوزیشنهای جوشکاری، جوشکارهای مبتدی کار خود را از پوزیشن مسطح شروع میکنند، جایی که جوشکاری در همان موقعیتی اتفاق میافتد که روی کاغذ مینویسیم. به این پوزیشن، موقعیت “پایین دست” هم میگویند.
جوشهای نبشی با موقعیت مسطح، دلتای بین دو قطعه فلز را پر میکنند. بدون توجه به زاویه، جوش نبشی به موازات کف زمین یا میز کار قرار میگیرد. جوشهای مسطح شیاری هم مشابه همین هستند. این نوع جوشها شبیه بستر رودخانهای هستند که از میان دشتهای هموار حرکت میکند. در هر دو مورد، “مشعل یا میله جوشکاری شما در جهت افقی حرکت میکند، یعنی: ” از یک سرِ قطعاتی که باید متصل شوند بصورت افقی و در سطح کار شروع به جوشکاری میکنید.
ملاحظات خاص در جوشکاری تخت
چند نکته وجود دارد که باید موقع جوشکاری در حالت مسطح یادتان باشد، مثلا: حفظ ِحرکت شعله، زاویه نوک الکترود و موقعیت شعلهی جوش در بالای حوضچهی مذاب؛ طوری موقعیت خود را تنظیم کنید تا به وضعیت پایدار صحیح حوضچه و عمق نفوذ برسید. شعله جوش را به سمت مسیر حرکت دستتان بر روی سطح جوشکاری متمرکز کنید و مشعل را در زاویه ۴۵ درجه نگه دارید.
هدف در جوشکاری موقعیت تخت، دستیابی و حفظ یک حوضچه است که دو فلز را بدون ایجاد سوختگی از طریق آنها ذوب کند. بدون نیاز به میله پرکننده، حوضچه جوش باید در سطح هر دو قطعه جاری شود و در مقابل، باید از میله پرکننده برای بالا بردن حوضچه جوش، کمی بالاتر از سطح قطعات استفاده شود. مهمتر از همهء این نکات، پایبند بودن به اصول جوشکاری است.
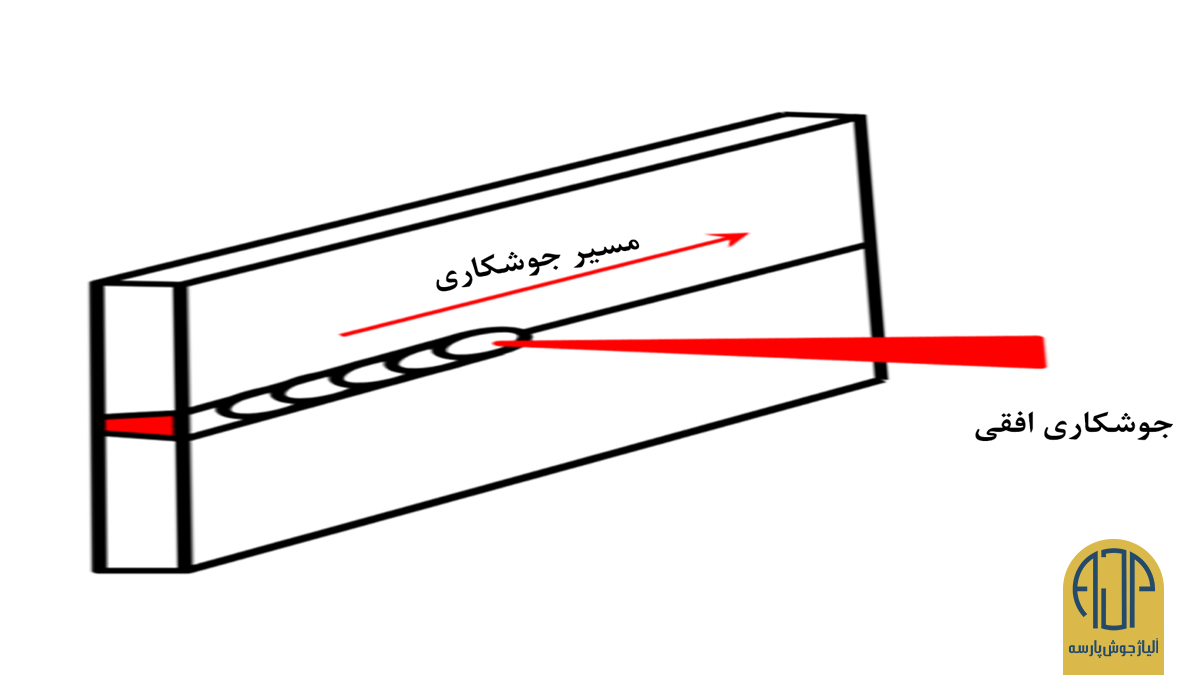
2- پوزیشن جوشکاری افقی
برای تصور این حالت، از بین انواع مختلف پوزیشنهای جوشکاری، یک جوشکاری در وضعیت افقی را تصور کنید که شبیه سمت راست یا چپ یک جعبه باشد. اگر یک متخصص مکانیک یا یک ریاضیدان هستید، احتمالاً به آن بعنوان محور X توجه میکنید. در هر صورت، جوشهای افقی نسبت به جوشهای مسطح ۹۰ درجه اختلاف دارند و در درجه اول در سه موقعیت جوشکاری بنام “خارج از موقعیت” قرار میگیرند.
موقع جوشکاری افقی، جوشکاری تاک(بست)بسیار ارزشمند است. مگر اینکه یک جفت آهنربا داشته باشید که از قدرت کافی برای جلوگیری از حرکت قطعه کارتان برخوردار باشد، شما باید در ابتدا چند جوشکاری تاک را به کار خود اضافه کنید. بعد از آن، باید مشعل را بالا و پایین کنید تا یک حوضچه خوب ایجاد شود. همانطور که قبلاً بحث کردیم مشعل را در زاویه ۴۵ درجه نگه دارید.
اسم این جوشکاری یعنی پوزیشن افقی به این معناست که تکنیکهایی را که برای حالت مسطح و همینطور حرکت مشعل یاد گرفتهاید، حالا باید با توجه به نیروی جاذبه بکار ببرید.
ملاحظات خاص در جوشکاری افقی
بیشترین توجه در جوشکاری افقی در رابطه با نیروی جاذبه است. از آنجا که شما در وضعیتی کار میکنید که در آن فلز مستعد ِریختن به روی زمین است، موقع حرکت دستتان باید تمام توجه خود را روی این مساله بگذارید.
در سایت WeldGuru.com توصیه شده است که فلز مذاب تمایل دارد که به پایینترین نقطه ناحیه مفصل جاری شود و گرمای مشعل هم که به سمت بالای مفصل افزایش مییابد. مجموعهی این دو عامل ِمخالف باعث می شود تا رسوب یکنواختی روی این مفصل ایجاد نشود. احتمالاً این جمله را شنیدهاید که میگویند: “گرما همیشه افزایش می یابد”؛ این مفهوم در مورد جوشکاری افقی بسیار درست و قابل درک است.
منبع
https://workshopwelding.com/welding-positions-and-types-a-quick-guide/