راهنمای جامع الکترود جوشکاری / بخش اول
|
0
الکترود یک سیم فلزی است که روکش شده و از موادی با ترکیبی مشابه فلز پایه ساخته شده است. عوامل مختلفی در انتخاب الکترود مناسب برای هر پروژه نقش دارند که به طور خلاصه عبارتند از:
- الکترودهای جوشکاری قوس فلزی محافظ یا استیک مصرف شدنیاند، به این معنی که آنها بخشی از جوش میشوند و به همین دلیل به آنها الکترود پرکننده یا میله جوش هم گفته میشود.
- الکترودهای تنگستن تیگ مصرف نمیشوند چون اصلا ذوب نمیشوند و بخشی از جوش را تشکیل نمیدهند؛ به همین خاطر نیاز به استفاده از میله جوش ضروری است.
- میلههای پرکننده تیگ یک ماده پرکننده اختیاریاند که برای ترکیب دو قطعه فلز به عنوان یک کامپوزیت استفاده میشوند.
- الکترود جوش میگ یک سیم با تغذیه پیوسته است که به عنوان سیم میگ شناخته میشود.
انتخاب الکترود برای سهولت تمیز کردن، استحکام جوش، کیفیت مهره و به حداقل رساندن هرگونه پاشش خیلی مهم است. الکترودها باید در محیطی بدون رطوبت نگهداری و به دقت از بسته بندیشان خارج شوند (برای جلوگیری از آسیب، دستورالعملها را دنبال کنید).

الکترودهای جوشکاری روکشدار
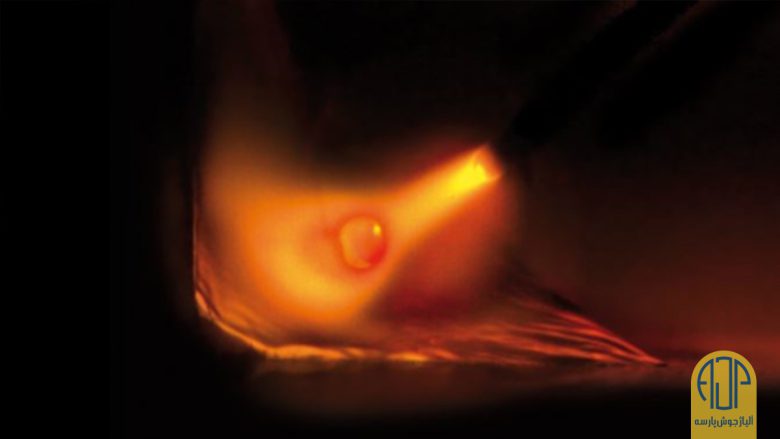
وقتی فلز مذاب در معرض هوا قرار میگیرد، اکسیژن و نیتروژن را جذب میکند و شکننده میشود یا به طور نامطلوبی تحت تأثیر قرار میگیرد. یک پوشش سرباره برای محافظت از فلز جوش مذاب یا جامد شده در برابر جو مورد نیاز است که میشود آن را از پوشش الکترود تامین کرد. ترکیب پوشش الکترود جوشکاری، قابلیت استفاده آن، ترکیب فلز جوش رسوبشده و مشخصات الکترود را تعیین میکند.
فرمولاسیون پوششهای الکترود جوشکاری بر اساس اصول ثابت متالورژی، شیمی و فیزیک است. این پوشش از فلز در برابر آسیب، محافظت و قوس را تثبیت میکند و به روشهای دیگر جوش را بهبود میبخشد، که عبارتند از:
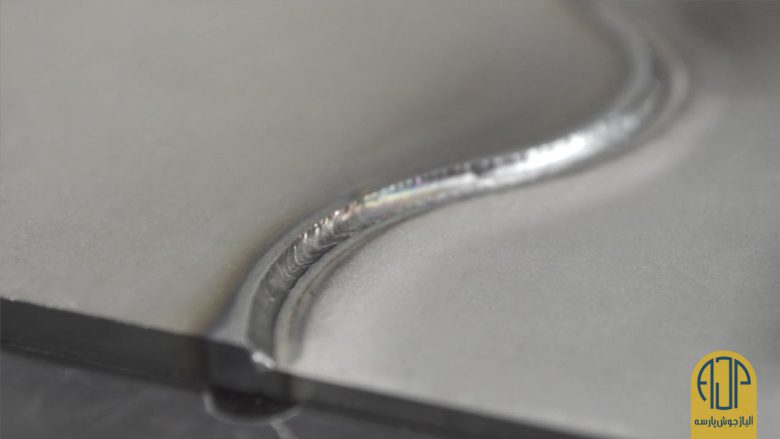
- سطح فلز جوش صاف و یکنواخت با لبهها
- حداقل پاشش در مجاورت جوش
- دارای قوس جوشی پایدار
- کنترل نفوذ
- دارای پوشش قوی و محکم
- حذف راحت تر سرباره
- نرخ رسوب بهتر
الکترودهای قوس فلزی ممکن است به عنوان الکترودهای لخت یا با پوشش نازک و الکترودهای قوسدار محافظ یا الکترودهای با پوشش سنگین دسته بندی و طبقه بندی شوند. الکترود روکشدار محبوبترین نوع فلز پرکننده است که در جوشکاری قوس الکتریکی (Arc welding) استفاده میشود. ترکیب پوشش مصرفی الکترود، ترکیب فلز جوش رسوبشده و مشخصات الکترود را تعیین میکند.
نوع الکترود مورد استفاده بستگی به ویژگیهای خاص مورد نیاز در جوش انجام شده دارد؛ که عبارتند از مقاومت در برابر خوردگی، شکل پذیری، استحکام کششی بالا، نوع فلز پایه که باید جوش داده شود، موقعیت جوش (مسطح، افقی، عمودی یا بالای سر) و نوع جریان و قطبیت مورد نیاز.
طبقهبندی الکترودها
سیستم شناسایی الکترود برای جوشکاری قوس استیل به شرح زیر است:
- E- نشان دهنده الکترود برای جوشکاری قوس الکتریکی
- دو (یا سه) رقم اول- نشان دهنده استحکام کششی در هزاران پوند در هر اینچ مربع از فلز رسوب داده شده یعنی مقاومت ماده در برابر نیروهایی که سعی در جدا کردن آن دارند
- رقم سوم (یا چهارم)- نشانگر موقعیت جوش: 0 یعنی طبقه بندی استفاده نشده؛ 1 برای همه موقعیتها؛ 2 فقط برای موقعیتهای صاف و افقی؛ 3 فقط برای موقعیت صاف
- رقم چهارم (یا پنجم)- نشان دهنده نوع پوشش الکترود و نوع منبع تغذیه مورد استفاده، جریان متناوب یا مستقیم و قطبیت مستقیم یا معکوس
- انواع پوشش، جریان جوشکاری و موقعیت قطبی تعیین شده توسط رقم چهارم (یا پنجم)
بطور مثال: عدد E6010، نشاندهنده یک الکترود جوش قوس الکتریکی با حداقل استحکام کششی 60000 پوند بر اینچ است. در همه موقعیتها استفاده میشود و به جریان مستقیم با قطبیت معکوس نیاز دارد.

#image_title
انواع پوشش، جریان و قطبیت مشخص شده با رقم چهارم در شماره طبقه بندی الکترود
سیستم شناسایی الکترود میله جوش برای جوشکاری قوس استیل ضد زنگ به شرح زیر است:
- E نشان دهنده الکترود برای جوشکاری قوس الکتریکی
- سه رقم اول نشان دهنده استیل ضد زنگ نوع آهن و فولاد آمریکایی
- دو رقم آخر نشان دهنده جریان و موقعیت
- عدد E-308-16 نشان دهنده موسسه استیل ضد زنگ نوع 308، مورد استفاده در تمام موقعیتها؛ با جریان مستقیم با قطبیت متناوب یا معکوس
سیستم طبقهبندی برای الکترودهای قوس غوطهور
سیستم شناسایی استیل کربن جامد لخت برای قوس غوطه ور به شرح زیر است:
- حرف E برای نشان دادن یک الکترود استفاده میشود. بعد از آن یک حرف نشان دهنده سطح منگنز یعنی L برای کم، M برای متوسط و H برای منگنز بالاست. به دنبال آن تعدادی از مقادیر متوسط کربن بر حسب واحد یا صدم درصد است. ترکیب بعضی از این سیمها تقریباً مشابه بعضی سیمهای موجود در مشخصات جوشکاری قوس فلزی گازی است.
- سیمهای الکترود مورد استفاده برای جوشکاری قوس زیردریایی، “الکترودها و شارهای استیل لخت برای جوشکاری قوس زیردریایی” است. این مشخصات هم ترکیب سیم و هم ترکیب شیمیایی رسوب جوش را بر اساس شار مورد استفاده و هم ترکیب سیمهای الکترود را نشان میدهد. وقتی این الکترودها با شارهای قوس زیردریایی خاص استفاده و با روشهای مناسب جوش داده میشوند، فلز جوش رسوبشده خواص مکانیکی مورد نیاز مشخصات را برآورده میکند.
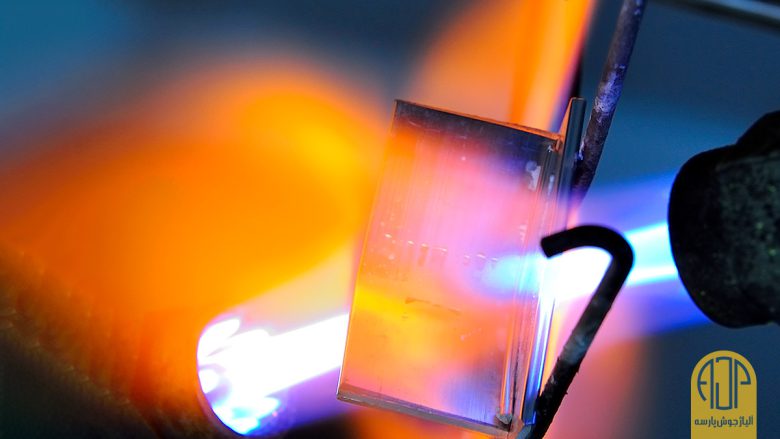
- در مورد پرکننده قرمز رنگ که برای جوشکاری گاز اکسیژن استفاده میشود، حرف پیشوند R و G نشان میدهد که میله به طور واضح برای جوشکاری گاز استفاده میشود. بعد از این حروف دو رقم وجود دارد: 45، 60 یا 65 که استحکام کششی تقریبی را در 1000 پوند بر اینچ نشان میدهند.
- در فلزات پرکننده غیر آهنی از پیشوند E، R یا RB و به دنبال آن نماد شیمیایی فلزات اصلی در سیم استفاده میشود. اگر بیش از یک آلیاژ حاوی عناصر یکسان باشد، ممکن است یک حرف یا عدد پسوند اضافه شود.
مهمترین جنبه سیمها و میلههای الکترود جوش جامد، ترکیب آنهاست که با مشخصات نشان داده میشود. این مشخصات محدودیتهای ترکیب را برای سیمهای مختلف و الزامات خواص مکانیکی فراهم میکند.
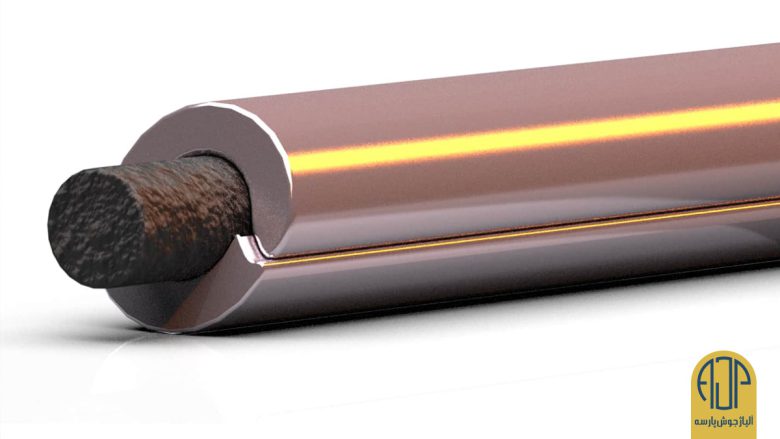
گاهی اوقات، روکش مسی سیمهای جامد، ممکن است در حین استفاده در مکانیزم رول تغذیه، پوسته پوسته شود و مشکلاتی ایجاد کند، مثلا ممکن است آسترها یا نوکهای تماس را به هم اتصال دهد. به همین خاطر یک پوشش مسی سبک مطلوب است. همچنین سطح سیم الکترود باید به طور معقولی عاری از خاک و ذرات باشد که اینکار را میشود با کشیدن یک دستمال تمیز کننده سفید در طول سیم انجام داد. کثیفی بیش از حد باعث مسدود شدن آسترها و کاهش جریان در نوک میشود و ممکن است عملیات جوشکاری نامنظم ایجاد کند.

استحکام سیم را میشود در دستگاه تست بررسی کرد. سیم با استحکام بالاتر از طریق تفنگها و کابلها بهتر تغذیه میکند. حداقل مقاومت کششی توصیه شده 140000 پوند بر اینچ است.
سیم الکترود پیوسته در بسته بندیهای مختلف موجود است که از قرقرههای کوچک مورد استفاده در تفنگهای قرقره گرفته تا قرقرههای متوسط برای جوشکاری قوس فلزی با گاز، متغیرند. سیمپیچهای سیم الکترود موجود است که میشود آنها را روی قرقرههایی که بخشی از تجهیزات جوش هستند قرار داد. همچنین قرقرههای بزرگی وجود دارد که وزن آنها صدها پوند است. سیم الکترود هم به شکل درامها موجود است که در آن سیم در ظرف گردی گذاشته شده و توسط یک فیدر سیم اتوماتیک از ظرف بیرون کشیده میشود.
انواع روکشها برای الکترودهای استاندارد مورد استفاده در جوشکاری استیل نرم
روکشهای الکترودهای جوشکاری برای جوشکاری استیلهای ملایم و کم آلیاژ ممکن است از جنس یکی از مواد زیر باشند:
- الکترود با روکش سلولز: برای ایجاد یک محافظ گازی با یک عامل کاهنده که در آن تجزیه سلولز باعث ایجاد محافظ گازی در اطراف قوس میشود.
- الکترود با روکش کربنات فلزی: برای تنظیم پایه سرباره و ایجاد یک جو کاهنده
- الکترود با روکش دی اکسید تیتانیوم: برای کمک به تشکیل یک سرباره بسیار سیال اما سریع الانجماد و ایجاد یونیزاسیون برای قوس
- الکترود با روکش فِرومنگنز و فِروسیلیس: برای کمک به اکسید زدایی فلز جوش مذاب و تکمیل محتوای منگنز و محتوای سیلیکون فلز جوش رسوب شده
- الکترود با روکش خاک رس و صمغ: برای ایجاد خاصیت ارتجاعی برای اکسترود کردن مواد پوشش پلاستیکی و کمک به ایجاد استحکام برای پوشش
- الکترود با روکش فلوراید کلسیم: برای تأمین گاز محافظ بمنظور محافظت از قوس، تنظیم بازیافت سرباره و تأمین سیالیت و حلالیت اکسیدهای فلزی
- الکترود با روکش سیلیکاتهای معدنی: برای ایجاد سرباره و استحکام بخشیدن به پوشش الکترود
- الکترود با روکش آلیاژسازی فلزات از جمله نیکل، مولیبدن و کروم: برای تامین محتوای آلیاژی به فلز جوش رسوبشده
- الکترود با روکش اکسید آهن یا منگنز: برای تنظیم سیالیت و خواص سرباره و کمک به تثبیت قوس
- الکترود با روکش پودر آهن: برای افزایش بهره وری با فراهم کردن فلز اضافی برای رسوب در جوش
انواع اصلی روکشهای الکترود جوشکاری برای استیل نرم
۱. سلولز-سدیم (EXX10):
الکترودهای این نوع مواد سلولزی به شکل آرد چوب یا الکترودهای کم آلیاژ بازفرآوری شده تا ۳۰٪ کاغذ دارند. سپر گاز حاوی دیاکسید کربن و هیدروژن است که عوامل کاهنده هستند و به ایجاد قوس حفاری تمایل دارند که نفوذ عمیق را فراهم میکند. رسوب جوش که تا حدودی خشن و نسبت به سایر الکترودها پاشش آن بیشتر است، خواص مکانیکی عالی را به خصوص بعد از سالها ارائه میدهد. این یکی از اولین انواع الکترودهای توسعه یافته است که بطور گسترده برای خطوط لوله متقاطع با استفاده از تکنیک جوشکاری سرپایین استفاده میشود. معمولاً با جریان مستقیم و با الکترود مثبت (قطب معکوس) بکار میرود.
۲. سلولز-پتاسیم (EXX11):
این الکترود بسیار شبیه به الکترود سلولز-سدیم است، با این تفاوت که پتاسیم بیشتری نسبت به سدیم مصرف میشود. این امر یونیزاسیون قوس را فراهم و الکترود را برای جوشکاری با جریان متناوب مناسب میکند. عمل قوس، نفوذ و نتایج جوش بسیار شبیه به هماند و در هر دو الکترود E6010 و E6011 ممکن است مقدار کمی پودر آهن اضافه شود که به تثبیت قوس کمک و میزان رسوب را کمی بیشتر میکند.
۳. روتیل-سدیم (EXX12):
وقتی میزان روتیل یا دی اکسید تیتانیوم نسبت به سایر اجزا نسبتاً زیاد باشد، الکترود به ویژه برای جوشکار جذاب خواهد بود. الکترودهای دارای این پوشش دارای قوس آرام، سرباره به راحتی قابل کنترل و سطح پاشش کم هستند. رسوب جوش یک سطح صاف خواهد داشت و نفوذ آن کمتر از الکترود سلولزی خواهد بود. خواص فلز جوش کمی کمتر از انواع سلولزی است و این نوع الکترود میزان رسوب نسبتاً بالایی را فراهم میکند. ولتاژ قوس نسبتاً پایینی دارد و میشود آن را با جریان متناوب یا جریان مستقیم با الکترود منفی (قطبی مستقیم) استفاده کرد.
۴. روتیل-پتاسیم (EXX13):
این پوشش الکترود خیلی شبیه روتیل-سدیم است، با این تفاوت که برای یونیزاسیون قوس الکتریکی پتاسیم بکار میرود که باعث میشود برای جوشکاری با جریان متناوب مناسبتر باشد. همچنین میشود از آن با جریان مستقیم با هر دو قطب استفاده کرد که این یک قوس بسیار آرام و روان ایجاد میکند.
۵. پودر روتیل-آهن (EXXX4):
این پوشش خیلی شبیه روتیلهای ذکر شده در بالاست، با این تفاوت که به آن پودر آهن اضافه میشود. اگر میزان آهن ۴۰-۲۵٪ باشد، الکترود EXX14 است. اگر میزان آهن ۵۰٪ یا بیشتر باشد، الکترود EXX24 است. با درصد کمتر پودر آهن، الکترود را میشود در تمام موقعیتها بکار برد. درصد بیشتر رنگ پریدگی آهن را فقط میشود در حالت صاف یا برای ایجاد جوش فیله افقی استفاده کرد. در هر دو مورد، میزان رسوب بر اساس میزان پودر آهن در پوشش افزایش مییابد.

#image_title
۶. هیدروژن-سدیم کم (EXXX5):
پوشش هایی که حاوی نسبت بالایی از کربنات کلسیم یا فلوراید کلسیماند، الکترودهای نوع کم هیدروژن، فریت آهکی یا پایه نامیده میشوند. در این دسته پوشش، از سلولز، خاک رس، آزبست و سایر مواد معدنی حاوی آب ترکیبی استفاده نمیشود. برای اینکه اطمینان حاصل شود که کمترین محتوای هیدروژن ممکن در جو قوس موجود است. این پوششهای الکترود در دمای بالاتری پخته میشوند. خانواده الکترودهای هیدروژن پایین دارای خواص فلز جوش برترند و بیشترین شکل پذیری را در بین رسوبات فراهم میکنند. این الکترودها دارای قوس متوسط با نفوذ متوسطند و سرعت رسوب گذاری متوسطی دارند اما برای بهترین نتایج به تکنیکهای جوشکاری خاصی نیازمند هستند. الکترودهای کم هیدروژن باید در شرایط کنترل شده ذخیره شوند. این نوع معمولاً با جریان مستقیم با الکترود مثبت (قطب معکوس) استفاده میشود.
۷. هیدروژن-پتاسیم کم (EXXX6):
این نوع پوشش شبیه به هیدروژن-سدیم کم است، به جز اینکه برای ایجاد یونیزاسیون قوس پتاسیم جایگزین سدیم شده است. این الکترود با جریان متناوب استفاده میشود و با جریان مستقیم، الکترود مثبت (قطب معکوس) عمل میکند. قوس آن صافتر اما نفوذ دو الکترود مشابه است.
۸. هیدروژن-پتاسیم کم (EXXX6):
پوششهای این دسته از الکترودها مشابه نوع کم هیدروژن ذکر شده در بالا هستند. با این حال، پودر آهن به الکترود اضافه و اگر محتوای آن بیشتر از ۴۰-۳۵٪ باشد، الکترود به عنوان EXX18 طبقه بندی میشود.
۹. پودر آهن کم هیدروژن (EXX28):
این الکترود شبیه EXX18 است اما در پوشش خود ۵۰ ٪ یا بیشتر پودر آهن دارد. فقط برای جوشکاری در حالت صاف یا ایجاد جوش فیله افقی قابل استفاده است. نرخ رسوبش بالاتر از EXX18 است. پوششهای کم هیدروژن برای تمام الکترودهای آلیاژی بالاتر استفاده میشوند. با افزودن فلزات خاص در پوششها، این الکترودها به انواع آلیاژی تبدیل میشوند که حروف پسوند برای نشان دادن ترکیبات فلز جوش بکار میرود. الکترودهای جوشکاری استیل ضد زنگ هم از نوع کم هیدروژن هستند.
۱۰. اکسید آهن-سدیم (EXX20):
پوششهایی با محتوای اکسید آهن بالا که رسوب جوشی همراه با مقدار زیادی سرباره ایجاد میکنند. کنترل این امر میتواند دشوار باشد. این نوع پوشش، رسوب با سرعت بالا ایجاد و نفوذ متوسط با سطح پاشش کم فراهم میکند. جوش حاصله دارای یک روکش بسیار صاف است. این الکترود که فقط با جوشکاری مسطح و برای ایجاد جوشهای فیله افقی قابل استفاده است، با جریان متناوب یا جریان مستقیم با هر دو قطب استفاده میشود.
۱۱. آهن-اکسید-آهن (EXX27):
این نوع الکترود شباهت زیادی به نوع اکسید آهن-سدیم دارد، با این تفاوت که ۵۰٪ یا بیشتر قدرت آهن دارد. افزایش مقدار قدرت آهن میزان رسوب را به شدت افزایش میدهد و میتواند مستقیما با جریان متناوب هر دو قطب کار کند.
انواع مختلفی از پوششها غیر از موارد فوق وجود دارد که اکثر آنها معمولاً ترکیبی از این انواع هستند اما برای کاربردهای خاص مثل سطوح سخت، جوشکاری چدن و فلزات غیر آهنی بکار میروند.
منبع: Weld Guru