










 ۰
۰ ۵. آخالهای تنگستن
آخالهای تنگستن یک مسئله رایج اما قابل اجتناب در جوشکاری تیگاند که توسط ذرات سیمجوش تنگستن در جوش ایجاد میشوند. آخالهای تنگستن زمانی اتفاق میافتند که ذرات سیمجوش تنگستن شکسته میشوند، در جوش فرو میروند و ناخالصیها و نقاط ضعف احتمالی ایجاد میکنند.علل شایع ایجاد آخالهای تنگستن
- تماس تنگستن با حوضچه جوش: فرو بردن تصادفی سیمجوش تنگستن در حوضچه جوش میتواند باعث شکسته شدن ذرات و به دام افتادن آنها شود.
- استفاده از سیمجوش آسیب دیده: جوشکاری با سیمجوش تنگستن آسیب دیده یا آلوده، خطر ایجاد آخال را بالا میبرد.
استراتژیهای پیشگیری از آخالهای تنگستن
- دستتان را ثابت نگه دارید: مراقب تکنیک خود باشید تا از فرو رفتن تصادفی سیمجوش تنگستن در حوضچه جوش جلوگیری کنید.
- به طور مرتب سیمجوشها را بررسی و تعویض کنید: سیمجوش تنگستن خود را به طور مرتب به منظور پیدا کردن علائم آسیب یا آلودگی بررسی و در صورت لزوم آن را تعویض کنید.
تشخیص آخالهای تنگستن
- بازرسی چشمی: آخالهای تنگستن اغلب به صورت لکههای کوچک و تیره در داخل جوش یا روی سطح آن دیده میشوند.
- تست تشخیص خرابی (NDT): تکنیکهایی مثل تست اولتراسونیک میتواند به شناسایی آخالهای تنگستن که ممکن است قابل مشاهده نباشند کمک کند.

۶. اعوجاج یا تاب برداشتن
اعوجاج در جوشکاری تیگ به معنی تاب برداشتن یا تغییر شکل مواد جوش داده شده است و زمانی رخ میدهد که مواد جوش داده شده به دلیل گرمای اعمال شده در طول فرآیند جوشکاری تاب برمیدارند یا تغییر شکل میدهند. این حالت میتواند منجر به ناهماهنگی و عدم دقت ابعاد شود.علل شایع ایجاد اعوجاج
- گرمای ورودی بیش از حد: اعمال گرمای بیش از حد در طول فرآیند جوشکاری میتواند منجر به انبساط و انقباض ناهموار و در نتیجه اعوجاج شود.
- جوشکاری ناهموار: جوشکاری بیشتر در یک طرف اتصال نسبت به طرف دیگر میتواند تنشهای ناهموار ایجاد کند و منجر به اعوجاج شود.
- بستن نامناسب: بستن نادرست قطعات کار میتواند باعث حرکت در حین جوشکاری و ایجاد اعوجاج شود.
استراتژیهای پیشگیری از اعوجاج
- کنترل گرمای ورودی: پارامترهای جوشکاری خود را طوری تنظیم کنید که حداقل حرارت لازم را اعمال و پتانسیل اعوجاج را کم کند.
- ایجاد جوش یکنواخت: اطمینان حاصل کنید که مواد جوش را به طور یکنواخت در هر دو طرف اتصال بکار میبرید تا تنشها متعادل شوند.
- استفاده از تکنیکهای بستن مناسب: برای جلوگیری از حرکت فلزات در حین جوشکاری و حفظ تراز، قطعات کار خود را ایمن ببندید.
تشخیص اعوجاج
- بازرسی چشمی: اعوجاج اغلب با چشم غیرمسلح قابل مشاهده است و به صورت خم شدن، پیچش یا تغییر شکلهای دیگر ظاهر میشود.
- استفاده از ابزارهای اندازه گیری دقیق: برای اندازه گیری و تشخیص انحراف از ابعاد مورد نظر، میشود از ابزارهایی مثل کولیس یا میکرومتر استفاده کرد.
۷. عدم دستیابی به نفوذ یا عمق کامل
TIG زمانی رخ میدهد که جوش در تمام ضخامت مواد در حال اتصال گسترش نیافته و منجر به اتصال ضعیفی شود که مستعد شکسته شدن است.علل شایع عدم نفوذ کامل
- گرمای ناکافی: اگر قوس جوش به اندازه کافی داغ نباشد، فلز جوش بطور کامل به قطعه کار نفوذ نمیکند.
- زاویه مشعل نادرست: جوشکاری در زاویه نامناسب میتواند مانع از رسیدن حرارت و فلز جوش به ریشه اتصال شود.
- سرعت جوش خیلی سریع: حرکت دادن سریع مشعل میتواند منجر به جوش کم عمق شود، چون زمان کافی برای نفوذ کامل حوضچه جوش به قطعات کار وجود ندارد.

در همین رابطه بخوانید:
جوش آلومینیوم: TIG یا MIG؟ راهنمای کامل انتخاب
استراتژیهای پیشگیری از عدم نفوذ
- افزایش گرمای ورودی: پارامترهای جوشکاری خود را تنظیم کنید تا مطمئن شوید که قوس به اندازه کافی داغ است و به طور کامل به قطعات کار نفوذ میکند.
- تنظیم زاویه مشعل: از زاویه صحیح مشعل برای هدایت گرما و جوش دادن فلز به ریشه استفاده کنید.
- کاهش سرعت جوش: مشعل را با سرعتی حرکت دهید که برای نفوذ کامل به قطعات کار به حوضچه جوش زمان کافی بدهد.
تشخیص عدم نفوذ
- بازرسی چشمی: گاهی اوقات میشود عدم نفوذ را از همان سطح جوش مشاهده کرد، به خصوص اگر شکاف قابل مشاهده یا عدم همجوشی در ریشه جوش وجود داشته باشد.
- تست تشخیص خرابی (NDT): تکنیکهایی مثل تست اولتراسونیک را میشود برای شناسایی عمق نفوذ و مناطقی که نفوذ ناکافی دارند استفاده کرد.
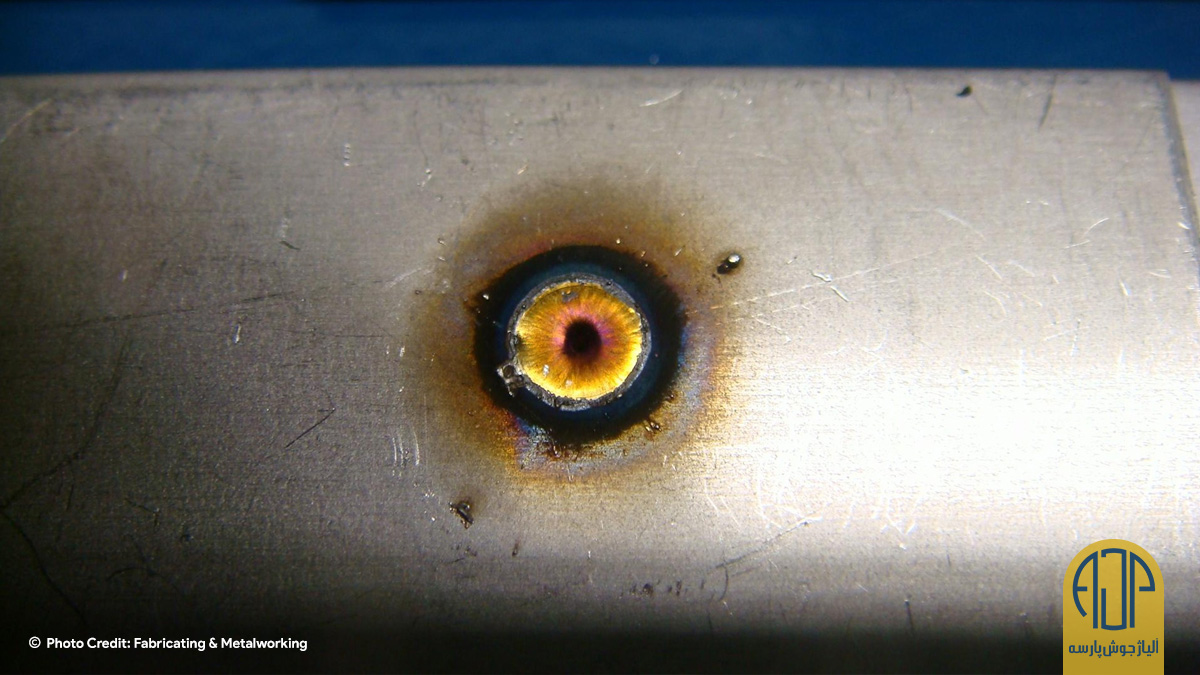
۸. اکسیداسیون و تغییر رنگ
اکسیداسیون و تغییر رنگ در جوشکاری تیگ میتواند کیفیت زیبایی و عملکردی جوش را به خطر بیندازد. این مشکل زمانی رخ میدهد که جوش در معرض اکسیژن قرار بگیرد و منجر به تشکیل اکسیدها و تغییر رنگ شود.علل شایع اکسیداسیون
- گاز محافظ ناکافی: اگر گاز محافظ به خوبی از جوش محافظت نکند، جوش در معرض اکسیژن قرار میگیرد و دچار اکسیداسیون میشود.
- آلودگی: آلایندههای روی قطعه کار یا مواد پرکننده میتوانند با جوش واکنش دهند و باعث اکسیده شدن و تغییر رنگ شوند.
- گرمای بیش از حد: بکار بردن حرارت بیش از حد در حین جوشکاری میتواند منجر به تغییر رنگ و افزایش خطر اکسیداسیون شود.
استراتژیهای پیشگیری از اکسیداسیون
- استفاده از پوشش مناسب گاز محافظ: برای محافظت از جوش در برابر اکسیژن از نوع و مقدار صحیح گاز محافظ استفاده کنید.
- حفظ تمیزی: قبل از جوشکاری مطمئن شوید که قطعه کار و مواد پرکننده تمیز و عاری از آلودگی باشند.
- کنترل گرمای ورودی: پارامترهای جوشکاری خود را تنظیم کنید تا بدون گرم کردن بیش از حد جوش گرمای لازم را اعمال کنید.
تشخیص اکسیداسیون و تغییر رنگ
- بازرسی چشمی: هم اکسیداسیون و هم تغییر رنگ که به صورت تغییر رنگ یا وجود یک لایه روی سطح جوش است، به طور معمول با چشم دیده میشود.
- استفاده از مواد تمیز کننده: استفاده از مواد تمیز کننده روی جوش میتواند به پیدا شدن وجود اکسیدهایی کمک کند که ممکن است در حالت عادی قابل دیدن نباشند.
۹. فرسودگی سیمجوش
در جوشکاری تیگ، شرایط سیمجوش تنگستن شما برای دستیابی به یک جوش با کیفیت خیلی مهم است. فرسودگی سیمجوش که با سایش، آلودگی یا آسیب به سیمجوش ایجاد میشود، میتواند منجر به طیف وسیعی از مشکلات جوشکاری شود.
علل شایع فرسودگی سیمجوش
- سنگ زنی نادرست: آسیاب نادرست سیمجوش میتواند با ایجاد شیارها یا نوک ناهموار منجر به خراب شدن آن شود.
- استفاده از جریان نادرست: برای مثال، استفاده از جریان متناوب با سیمجوش تنگستن خالص، میتواند منجر به سایش و فرسودگی سریعتر آن شود.
- راهاندازی و توقف قوس: راهاندازی و توقف مکرر قوس میتواند باعث سایش و آسیب سیمجوش شود.
استراتژیهای پیشگیری از فرسودگی سیمجوش
- تکنیکهای درست سنگ زنی: برای ایجاد نوک صاف و یکنواخت روی سیمجوش ، از تکنیکهای آسیاب صحیح و با کیفیت استفاده کنید.
- انتخاب سیمجوش و جریان مناسب: نوع مناسب سیمجوش تنگستن را برای کاربرد جوشکاری خود انتخاب کنید و مطمئن شوید که جریان و تنظیمات صحیحی بکار میبرید.
- به حداقل رساندن شروع و توقف قوس: سعی کنید تعداد دفعات شروع و توقف قوس را به حداقل برسانید تا سایش سیمجوش کمتر شود.
- نگهداری درست سیمجوش : سیمجوشهای خود را در مکانی تمیز و خشک، دور از آلودگی و رطوبت نگهداری کنید. استفاده از محفظه خاص سیمجوش میتواند به محافظت از آنها در برابر آسیب و افزایش طول عمرشان کمک کند.
تشخیص خرابی سیمجوش تیگ
- بازرسی چشمی: برای پیدا کردن علائم سایش، آلودگی یا آسیب، مرتبا سیمجوش را بررسی کنید. یک سیمجوش خراب ممکن است دارای نوک گرد یا ناهموار یا آلایندههای قابل مشاهده باشد.
- نظارت بر کیفیت جوش: خراب شدن سیمجوش میتواند منجر به ناپایداری در قوس و ناهماهنگی در جوش شود که در طول فرآیند جوشکاری قابل مشاهده است.
منبع: Welding & Welder