اصول اولیه برای جوشکاری میگ روی فولاد نرم
|
0
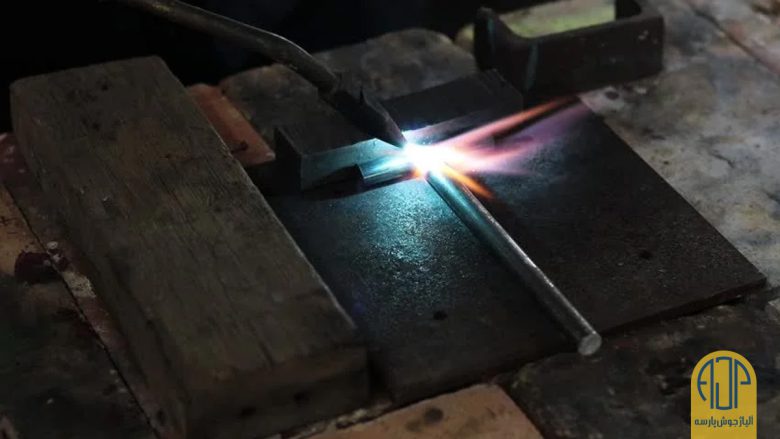
جوشکاری میگ یک فرآیند جوشکاری قوس الکتریکی است که در آن الکترود سیم جامد (سیمجوش) بطور مداوم از طریق یک تفنگ جوشکاری وارد حوضچه جوش میشود و دو ماده پایه را به هم متصل میکند. یک گاز محافظ هم از طریق تفنگ جوش ارسال میشود که حوضچه جوش را از آلودگی محافظت میکند. میگ مخفف گاز بی اثر فلزی است که با نام فنی ِجوش قوس فلزی گازی (GMAW) و نام عامیانهء جوش سیمی هم شناخته میشود.
فرآیند میگ به علاقهمندان پروژههای خانگی، هنرمندان، کشاورزان و مزرعهداران، علاقهمندان به ورزشهای موتوری یا جوشکاریهای DIY (خودکفائی) این امکان را میدهد تا اکثر انواع جوشهای ساخت و نگهداری یا تعمیر را بر روی مواد از ضخامت ۳- ۶۰ سانتیمتر انجام دهد. علاوه بر انعطاف پذیری، خیلی از افراد به جوشکاری میگ روی میآورند، چون شنیدهاند که یادگیری این فرآیند آسان است و خیلی راحت میتوانند با پیروی از توصیههای اولیه، به یک جوشکار میگ کارآمد تبدیل شوند.
اول ایمنی!
قبل از پرداختن به هر پروژه جوشکاری، مطمئن شوید که لباس ایمنی مناسب در اختیار دارید که هر نوع خطر آتشسوزی احتمالی از ناحیه جوش را از شما دور میکند. پوشاک ایمنی جوشکاری اولیه عبارتند از: کفش یا چکمه چرمی، شلوار تمام قد بدون پاکت، کت آستین بلند و مقاوم در برابر شعله، دستکش چرمی، کلاه ایمنی جوشکاری، عینک ایمنی و کاپ باندانا یا جمجمه برای محافظت از بالای سر از جرقه و پاشش.
شروع جوش میگ
اولین قدم قبل از روشن کردن دستگاه جوشکاری اینست که فلز خود را آماده کنید. برخلاف الکترودهای استیک و شاردار که دارای مقادیر زیادی از افزودنیهای ویژه هستند، سیم جوش میگ ، چندان خوب با زنگزدگی، کثیفی، روغن یا سایر آلایندهها مقابله نمیکند. قبل از ایجاد قوس، از یک برس یا آسیاب فلزی استفاده و سیمتان را تا قسمت لخت فلز تمیز کنید. اطمینان حاصل کنید که گیره کار شما به فلز تمیز درست وصل شده باشد. هر گونه مقاومت الکتریکی بر عملکرد تغذیه سیم تأثیر میگذارد.
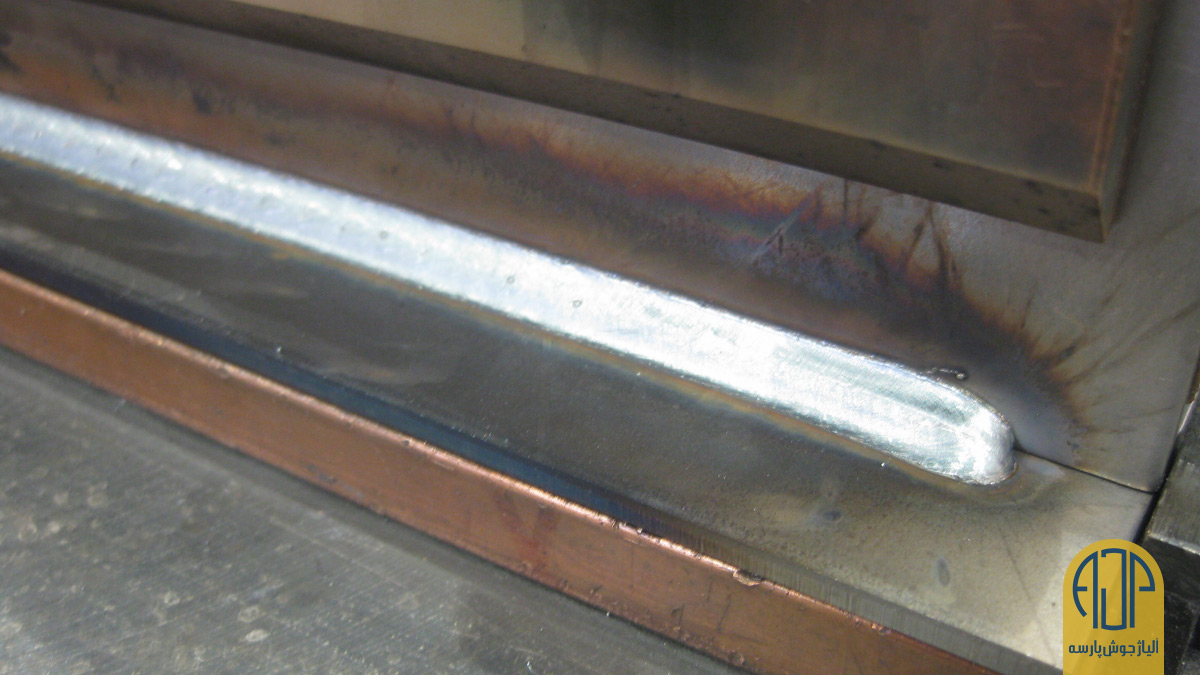
برای ایجاد جوشهای قوی روی فلز ضخیمتر، محل اتصال را اریب کنید تا این اطمینان حاصل شود که جوش به طور کامل به فلز پایه نفوذ میکند. این امر به ویژه برای مفاصل گوشه خیلی مهم است.

راه اندازی دستگاه
۱. کابلهای خود را چک کنید: قبل از ایجاد قوس، تجهیزات جوش خود را بررسی کنید تا مطمئن شوید که تمام اتصالات کابل محکم و بدون ساییدگی یا آسیبهای دیگر هستند.
۲. قطبیت الکترود را انتخاب کنید: جوشکاری میگ به قطبیت مثبت یا معکوس الکترود جریان مستقیم نیاز دارد. اتصالات قطبی معمولاً در داخل دستگاه یافت میشود.
۳. جریان گاز محافظ را تنظیم کنید: گاز محافظ را روشن و سرعت جریان را روی ۲۵-۲۰ فوت مکعب در ساعت تنظیم کنید. اگر مشکوک به نشتی در شیلنگ گاز خود هستید، از محلول آب صابون استفاده کنید و به دنبال حباب باشید. اگر متوجه نشتی شدید، شلنگ را دور بیندازید و شیلنگ جدید نصب کنید.
۴. کشش را بررسی کنید: کشش بیش از حد یا خیلی کم روی رولهای درایو یا توپی قرقره سیم میتواند منجر به عملکرد ضعیف تغذیه سیم شود. آن را مطابق با دفترچه راهنما تنظیم کنید.
۵. مواد مصرف شدنی را بررسی کنید: پاشش اضافی ِلولههای تماس را از بین ببرید، نوک های تماسی فرسوده و آسترها را عوض کنید و اگر سیم زنگزده به نظر میرسد دورش بیندازید.
بهترین سیم برای جوشکاری فولاد نرم
برای فولاد، دو نوع سیم رایج وجود دارد. برای جوشکاری همه منظوره از طبقه بندی ER70S-3 استفاده کنید. از سیم جوش ER70S-6 در مواقعی که برای جوشکاری روی فولاد کثیف یا زنگ زده به دی اکسید کنندههای بیشتری نیاز است استفاده کنید. در مورد قطر سیم، قطر 0.030 اینچ یک انتخاب همه جانبه خوب برای جوشکاری طیف زیادی از ضخامتهای فلزی در کاربردهای خانگی و موتوراسپورت است. برای جوشکاری مواد نازکتر، از سیم 0.023 اینچی برای کاهش گرمای ورودی استفاده کنید. برای جوشکاری مواد ضخیم تر در سطوح حرارتی عمومی بالاتر، از سیم 0.035 اینچی (یا سیم 0.045 اینچی اگر در محدوده خروجی دستگاهتان باشد) استفاده کنید.
گاز مختص جوشکاری میگ فولاد نرم
بسته به کاربرد و نیاز شما، چند گزینه گاز محافظ برای گاز جوش میگ وجود دارد:
۱. مخلوط ۷۵٪ آرگون / ۲۵٪ دی اکسید کربن (که 75/25 یا C25 هم نامیده می شود) به عنوان بهترین گاز محافظ همه منظوره برای فولاد کربنی عمل میکند. کمترین میزان پاشش را دارد، بهترین ظاهر مهره ای را ایجاد میکند و باعث سوختن فلزات نازک نمیشود.
۲. ۱۰۰٪ دی اکسید کربن نفوذ عمیقتری فراهم میکند، اما پاشش را افزایش میدهد و مهره آن نسبت به 75/25 خشنتر است.
ولتاژ و آمپراژ
میزان ولتاژ و آمپراژ مورد نیاز یک جوش به متغیرهای متعددی از جمله ضخامت فلز، نوع فلز، پیکربندی اتصال، موقعیت جوش، گاز محافظ و سرعت قطر سیم بستگی دارد.
بهترین روشهای جوشکاری فولاد نرم
- سیم ِبیرونزده
به معنای طول الکترود ذوب نشده است که از نوک لوله تماس امتداد مییابد و طول قوس را شامل نمیشود. به طور کلی، ۸/۳ اینچ را حفظ کنید و به صدای جوشکاری (جلز جلز) گوش دهید. اگر قوستان نامنظم است، یکی از دلایلش این است که بیرونزدگی سیم شما بیش از حد مجاز است.
- فشار یا کشیدن
تکنیک فشار یا فورهند شامل هل دادن تفنگ جلوتر از گودال جوش است. فشار دادن معمولاً باعث ایجاد نفوذ کمتر و یک مهره پهن و صافتر میشود که ناشی از هدایت نیروی قوس به دور از حوضچه جوش است. علاوه بر این، فشار دادن معمولا دید بهتری ارائه میدهد و شما را قادر میسازد سیم را بهتر به داخل محل اتصال هدایت کنید.
با تکنیک کشیدن یا بک هند (که تکنیک دنباله هم نامیده میشود)، تفنگ جوش به سمت حوضچه جوش برگشته و از فلز رسوبشده دور میشود. کشیدن به طور معمول باعث نفوذ عمیقتر و یک مهره باریک با تجمع بیشتر میشود.
- زاویه حرکت
زاویه حرکت به عنوان زاویه نسبت به تفنگ در حالت عمود تعریف میشود. شرایط معمولی جوشکاری در همه موقعیتها نیاز به زاویه حرکت ۱۵-۵ درجه دارد. زوایای پیمایش بیش از ۲۵-۲۰ درجه میتواند منجر به پاشش بیشتر، نفوذ کمتر و ناپایداری کلی قوس شود.
- زاویه کار
زاویه کار موقعیت تفنگ نسبت به زاویه اتصال جوش است که در هر موقعیت جوش و پیکربندی اتصال فرق میکند.
جوشکاری با موقعیت مسطح
- جوش لب به لب (یک اتصال ۱۸۰ درجه)
تفنگ را نسبت به قطعه کار در زاویه ۹۰ درجه نگه دارید و فلز پرکننده را مستقیماً به داخل محل اتصال هدایت کنید (اما فراموش نکنید که زاویه حرکت خود را بین ۱۵-۵ درجه قرار دهید). یک حرکت کوچک و عقب و جلو با تفنگ میتواند به پر کردن یک شکاف بزرگ یا انجام چندین پاس کمک کند. یک مکث جزئی در کنار دانههای بافت میتواند به جلوگیری از بریدگی کنار جوش کمک کند. - اتصال تی (یک اتصال ۹۰ درجه که به نوع جوش روی این اتصال، جوش فیله یا گوشه میگویند)
تفنگ را در زاویه ۴۵ درجه یا با فاصله مساوی از هر قطعه نگه دارید. موقع انجام چندین پاس جوش، زوایای کار کمی تغییر میکند تا از مهره جوشهای ناهموار و بریدگی کنار جوش جلوگیری شود. - اتصال لبه (یا جوش فیله)
تفنگ را بین ۷۰-۶۰ درجه زاویه دهید. هر چه فلز جوش داده شده ضخیم تر باشد، زاویه آن بیشتر است.
نکاتی برای موقعیت افقی
به دلیل اثرات گرانش، زاویه کار تفنگ باید ۱۵-۰ درجه کمتر شود. بدون تغییر زاویه کار، فلز پرکننده ممکن است در قسمت پایین اتصال جوش فرو برود یا بچرخد. زاویه حرکت، چه با استفاده از تکنیک فشار و چه کشیدن، به طور کلی مثل جوش اتصال در موقعیت صاف باقی میماند.
موقع ایجاد جوشهای چند پاسی بر روی فلز ضخیم، یا برای پر کردن یک شکاف کوچک در جایی که تناسب ضعیفی دارد، میشود از دانههای بافندگی برای پر کردن یک اتصال جوش استفاده کرد. کمی مکث در قسمت بالایی جوش کمک میکند تا از بریدگی کنار جوش پیشگیری و اتصال مناسبی بین جوش و فلز پایه ایجاد شود.
تنظیمات ولتاژ و آمپراژ برای جوشکاری در حالت افقی معمولاً یکسان یا کمی کمتر از تنظیمات جوشکاری در حالت صاف است.
نکاتی برای جوشکاری در موقعیتهای عمودی
جوشکاری عمودی، هم سربالا و هم سرپایین، ممکن است دشوار باشد و اهمیت تنظیمات پیش جوش برای ساخت جوشهای با کیفیت را بالا میبرد. از آنجایی که شما در حال مبارزه با جاذبه هستید، باید ولتاژ و آمپراژ را ۱۵-۱۰٪ از تنظیمات مربوط به همان جوش در موقعیت صاف کاهش بدهید.
تکنیک سرپایین عمودی، به جوشکاری فلزات نازک کمک میکند چون قوس به دلیل سرعت حرکت بیشترنفوذ کمتری دارد. از آنجایی که جوشکاری عمودی سرپایین به جلوگیری از ذوب بیش از حد کمک میکند، جوشکاران گاهی اوقات مواد خیلی نازک را در حالت عمودی قرار میدهند حتی اگر بتوانند آنها را در حالت صاف جوش بدهند.
موقع جوشکاری عمودی سرپایین، از اول از بالای اتصال شروع و به سمت پایین حرکت کنید. برای فلزات نازک که سوختگی آن نگران کننده است، سیم را از حوضچه جوش دور کنید. سیم الکترود را روی لبه جلوی حوضچه جوش نگه دارید. یک حرکت بافت مختصر میتواند به صاف شدن تاج جوش کمک کند.
در تکنیک جوش سربالا، از پایین اتصال شروع و به سمت بالا حرکت کنید. این میتواند نفوذ بهتری را در مواد ضخیمتر (معمولاً ۱/۴اینچ یا بیشتر) فراهم کند. زاویه حرکت تفنگ ۱۵-۵ درجه کمتر از حالت عمود است. یک حرکت بافت جزئی میتواند به کنترل اندازه، شکل و اثرات خنک کننده حوضچه جوش کمک کند.
جوشکاری موقعیت سر بالا
برای جوشکاری سربالا میشود از تکنیکهای تفنگی عمودی، کشیدن یا فشار استفاده کرد. اما به دلیل جاذبه، سرعت حرکت باید به اندازه کافی سریع باشد تا فلز جوش از محل اتصال نیفتد و به همین دلیل دانههای بافت هم نباید خیلی پهن باشند. کاهش ولتاژ و آمپراژ کمک میکند تا حوضچه جوش کوچکتر و قابل کنترل باشد (به همین دلیل ممکن است لازم شود که از سیم با قطر کمتر استفاده کنید).
تمرین، تمرین، تمرین!
توجه داشته باشید که سرعت حرکت، سرعت حرکت تفنگ در امتداد محل اتصال، تا حد قابل توجهی بر شکل و کیفیت یک مهره جوش تأثیر میگذارد. خیلی از جوشکاران میگ باتجربه، با قضاوت در مورد اندازه حوضچه جوش در رابطه با ضخامت اتصال، سرعت حرکت صحیح را تعیین میکنند و با علم به اینکه یک مهره جوش نباید بزرگتر از نازکترین بخش فلزی باشد که جوش داده میشود، سرعت حرکت خود را تنظیم مینمایند. آنها همچنین قوس را روی لبه جلویی حوضچه نگه میدارند و اجازه نمیدهند فلز مذاب از آنها جلوتر باشد.
بیشتر افراد میتوانند با ترکیبی از تمرین و پیروی از تکنیکهای گفته شده، جوشهای میگ ِخوب و با کیفیت ایجاد کنند.
منبع: Miller Welds