۰
۰ ترکهای موجود در دنیای جوشکاری
وقتی با ترکی روبرو میشوید، فورا به دنبال دلایلش بگردید و راهحلهایی پیدا کنید که مانع از ایجاد ترکخوردگی جوشهای بعدی شود. میگویند موفقترین افراد کسانی هستند که میتوانند از اشتباهات خود بیاموزند و دانش جدید خود را در کارهای بعدی بکار بگیرند.
ترکخوردگی گرم در جوشکاری
همانطور که حدس زدهاید این نوع ترک در دمای فوقالعاده بالا رخ میدهد. وقتی قطعه کار به دمای بالاتر از ۱۰۰۰ درجه فارنهایت یا ۵۳۸ درجه سانتیگراد برسد، ترک گرم تقریباً بلافاصله در امتداد خودِ جوش یا به موازات آن ظاهر میشود. با این وجود، همهء این ترکها با چشم غیر مسلح قابل مشاهده نیستند. متخصصان جوشکاری انواع ترکخوردگی گرم را به نامهای ترک مرکزی و ترک دهانه طبقهبندی میکنند. در اینجا نگاه دقیقتری به هر یک از آنها میاندازیم:ترک مرکزی جوش
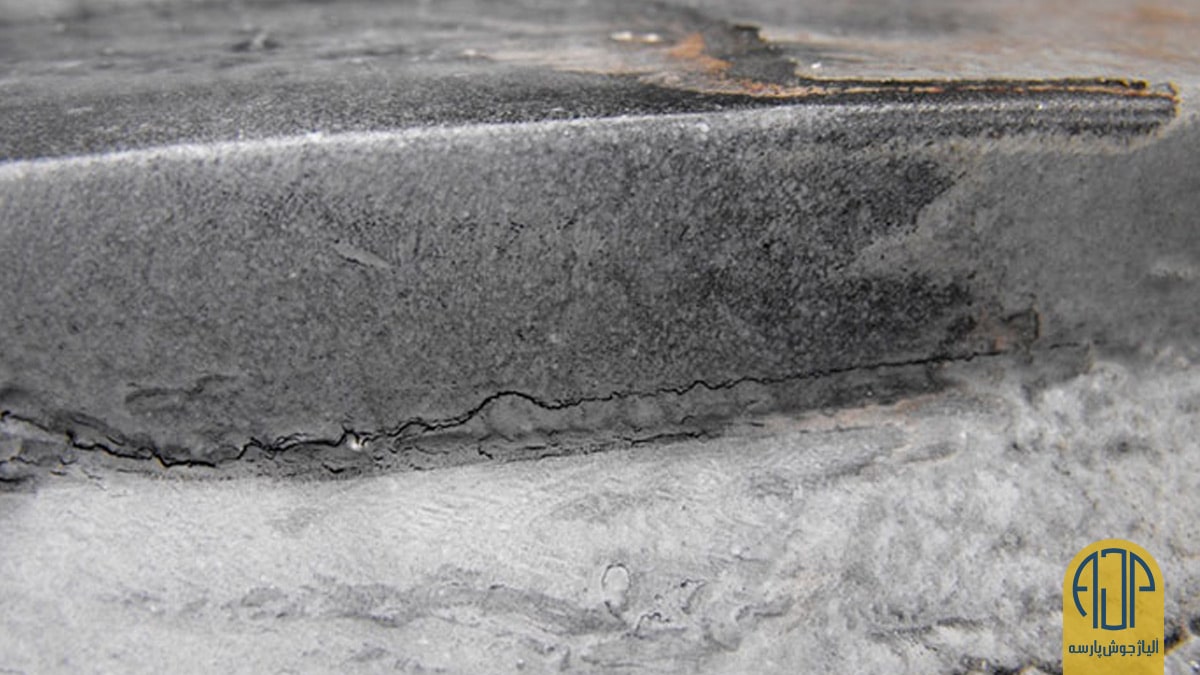
اسم این ترکخوردگی، تقریباً خودش را به روشنی توضیح میدهد: فقط کافیست به درزی که در زیر جوش قرار دارد، توجه کنید که نشان دهنده مسیر ترک مرکزی است. ایجاد این ترک در طول قطعه، در هر نقطه از کناره یا روی جوش، قطعه متصل شده را تا حد زیادی ضعیف میکند. در حالی که ممکن است جوشکارهای تازهکار فکر کنند همانطور که درز اتصال را جوش دادند، میتوانند ترکخوردگی جوشها را هم به راحتی با جوش ترمیم کنند، اما چنین راه حلی فقط مثل استفاده از چسب زخم، موقتی است. ترک مرکزی میتواند به دو نوعِ "ترک جداشدگی" یا "ترک مهره" طبقهبندی شود:- ترکهای جداشدگی شامل "عناصری هستند با نقاط ذوب پایین که به محض انجماد در مرکز جوش پس زده میشوند"؛ یعنی آن قسمتهایی از فلز که زودتر از مواد اطراف ذوب و در درز شکاف جمع میشوند. برای تصور این فرآیند به گاز زدن یک ساندویچ همبرگر فکر کنید که هنوز خود همبرگر تکه نشده، پنیرش روی میز میچکد.
- ترک مهره، از اسمش پیداست که وقتی قطعات کار به طور صحیح روی هم جفت نشده باشند، مهرهء جوش خورده قادر به پر کردن شکافشان نیست و در نتیجه ترک مهره ایجاد میشود. در حالی که هر دو نوع ترک جداشدگی و ترک مهره، جوش را به طور قابل توجهی ضعیف میکنند، اما راهحلهای مربوط به آنها به بهترین عملکردها مربوط میشود. برای جلوگیری از ایجاد ترک مهره، کافی است قطعات کار را با دقت بیشتری روی هم جفت کنید. در مورد ترک جداشدگی هم ممکن است، علت "نسبت نامناسب عرض به عمق، نقطه ذوب پایین عناصر ولگرد در مواد پایه و سطح جوش مقعر" یا هر ترکیبی از این ۳ عامل باشد. کناره قطعه تازه جوش خورده خود را برای نفوذ و کاهش آمپراژ یا سرعت حرکت دست خود بررسی کنید. اطمینان حاصل کنید که فضای کار شما، از جمله قطعاتی که با هم جوش میدهید، یکنواخت و مربع شکل باشد.