جوشکاری قوس فلزی دستی (MMA) یا جوشکاری استیک
|
0
یکی از پرکاربردترین و متداولترین روشهای جوشکاری قوس الکتریکی، جوشکاری با قوس فلزی دستی (MMA: Manual Metal Arc Welding) یا جوشکاری استیک (در ایران جوشکاری الکترود هم گفته میشود) است که به ایجاد قوس بین قطعه کار و الکترود روکش دار نیاز دارد.
همچنین به عنوان جوشکاری قوس فلزی محافظ (SMAW)، جوشکاری قوس فلزی دستی فرآیندی است که در آن قوس الکتریکی بین قطعه کار و الکترود روکش دار میسوزد.
جوشکاری با قوس فلزی دستی چیست؟
این شاید مهمترین سوالی باشد که باید در مورد این روش پاسخ داده شود. در این جوشکاری، الکترود با قرار گرفتن در یک نگهدارنده الکترود، با نقطه ای که قرار است به زودی به آن متصل شود، تماس مییابد. یک اتصال کوتاه ایجاد میشود و قوس با بالا آمدن الکترود تشکیل میشود. الکترود و همچنین پوشش آن به مایع تبدیل و سرباره در طی فرآیند جوشکاری در بالای سطح جوش تشکیل میشود.
گرمای قوس، الکترود و فلز اصلی را ذوب میکند که با هم ترکیب میشوند و پس از سرد شدن، یک توده جامد ثابت ایجاد میکنند. سیم هسته یا الکترود فلزی اصلی در واقع یک ماده مصرفی است که فلز پرکننده جوش را فراهم میکند. اتصال اکثر چدنها، فولادهای ضد زنگ، فولادها و سایر موارد غیر آهنی با این جوش امکانپذیر است که یک اتصال ایده آل برای خیلی از فولادهای کربنی با مقاومت متوسط و بالا را هم فراهم میکند.
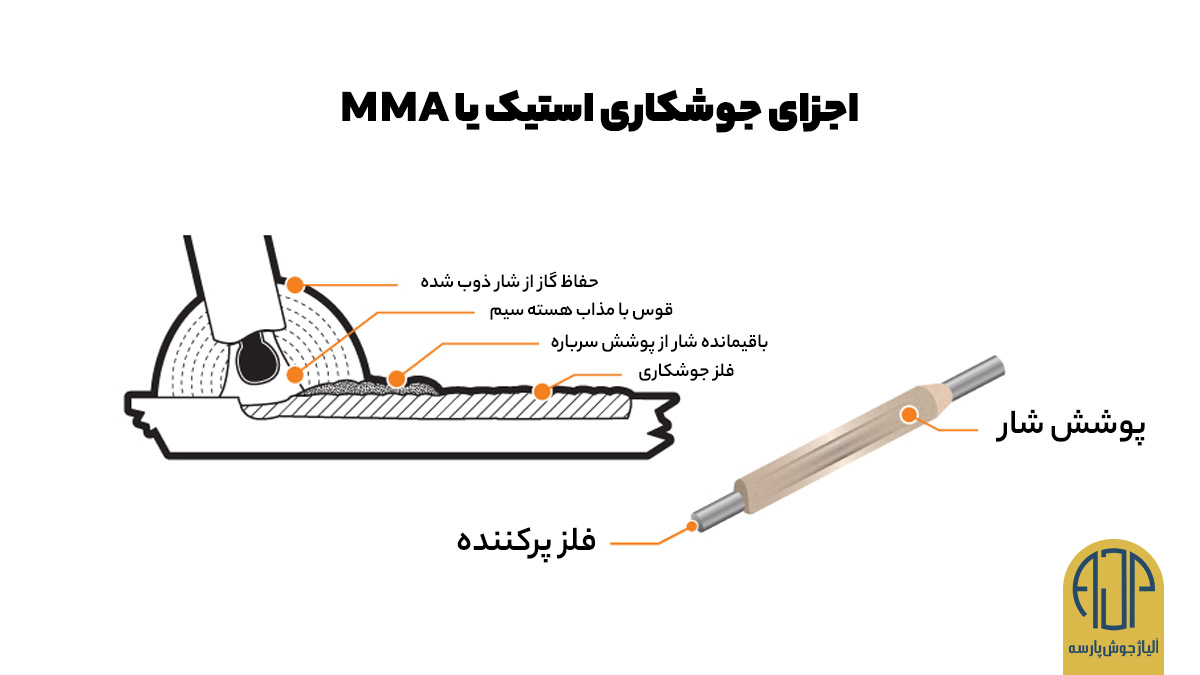
برای ایجاد قوس بین الکترود و فلزی که نیاز به جوشکاری دارد، از جریان الکتریکی تولید شده توسط منبع تغذیه جوش استفاده میشود. قوس، هسته الکترود را به مایع تبدیل میکند تا قطرات فلز به شکل جوش ایجاد شود. پوشش شار الکترود هم ذوب میشود و یک گاز محافظ ایجاد میکند که با ایجاد یک لایه سرباره از جوش در برابر تخریب هوا محافظت میکند. بعد از هر جوش، لایه سرباره باید برداشته شود.
هفت پارامتر و عامل مختلف وجود دارد که موفقیت جوش قوس فلزی دستی به آنها بستگی دارد:
- آماده سازی قطعه کار برای جوشکاری صحیح
- الکترود مناسب
- سرعت مناسب حرکت دست
- اندازه الکترود مناسب برای کار
- زاویه مناسب الکترود برای کار
- طول قوس مناسب
- جریان جوش مناسب
کاربردهای جوش قوس فلزی دستی
این جوش برای تمام مزایایی که نسبت به سایر فرآیندهای جوش دارد استفاده میشود. جوشکاری قوس فلزی دستی نسبت به سایر روشهای جوشکاری مزایای بیشماری دارد؛ مثلا، میتواند قدرت بیشتری نسبت به جوشکاری میگ تولید کند.
این بدان معناست که میتواند با سطح کارایی آمپراژ یکسان مواد قویتر را لحیم کاری کند. بنابراین جوشکارهای اینورتر قوس فلزی دستی کوچک و فشرده قادر به جوشکاری با الکترودهای حداکثر ۴ میلیمتری هستند که آنها را بدون دردسر گاز محافظ یا تغذیه سیم برای طیف گستردهای از ضخامتها و کاربردها ایدهآل می کند.
قوس فلزی دستی همچنین به لطف فناوری اینورتر یک روش قابل حمل است و اغلب برای فعالیتهای میدانی و سایتها استفاده میشود. در نهایت، در مقایسه با تیگ یا میگ، این جوش معمولاً برای جوشکاری مواد آلوده یا زنگ زده «بهتر» است و همین ویژگی آن را برای کارهای تعمیر و نگهداری مناسب میکند.

فرآیند جوشکاری قوس فلزی دستی
در سال ۱۸۸۸، این جوش برای اولین بار در روسیه معرفی شد که شامل یک میله جوش فلزی لخت بود ولی بعدها الکترود پوشش داده شده به فرآیند اضافه شد.
نحوه کاراین جوش اینست که یک قوس الکتریکی بین قطعه کار و یک الکترود فلزی که جریان بالایی را تحمل میکند ایجاد میشود.
وقتی یک قوس بین قطعه کار و الکترود ایجاد شود باعث ذوب الکترود و قطعه کار میشود و مواد با متصل شدن به هم یک حوضچه جوش تشکیل میدهند. علاوه بر این، الکترود همچنین دارای یک پوشش بیرونی است که اغلب شار الکترود نامیده میشود، و با ذوب شدن، مانعی روی حوضچه جوش ایجاد میکند تا از آلودگی آن جلوگیری و به ایجاد قوس کمک کند.
این کار باعث خنک شدن و تولید یک سرباره جامد روی جوش میشود که بعد از اتمام یا قبل از قرار دادن مهره جوشِ بعدی، باید از مهره جوش جدا شود. این روش به دلیل طول الکترود قبل از ورود یک الکترود جدید به نگهدارنده، فقط طولهای جوش کوتاهتری ایجاد میکند. کیفیت رسوب جوش به شدت به توانایی جوشکار بستگی دارد.
یک خروجی جریان ثابت (CC) توسط منبع تغذیه داده میشود که میتواند جریان مستقیم (DC) یا متناوب (AC) باشد.
مجموعههای جریان متناوب (AC) کوچک و نسبتاً ارزان بیشتر در فعالیتهای تفننی یا تعمیرات جزئی استفاده میشوند. در حالی که ممکن است چند مجموعه AC بزرگتر هم در صنایع سنگینتر مورد استفاده قرار گیرند، مجموعه خروجی DC در حال حاضر بیشترین استفاده را دارد.
توجه به این نکته ضروری است که همه الکترودهای DC قادر به کار بر روی منابع برق مستقیم نیستند. با این حال، الکترودهای AC میتوانند در هر دو حالت جریان مستقیم و متناوب کار کنند که پرکاربردترین آنها جریان مستقیم (DC) است. به نظر میرسد برق واحد مستقیم در حال جابجایی ترانسفورماتورهای سوئیچ یا هسته آهنی باشد.
منابع برق خروجی DC را میشود بر روی چندین نوع ماده و در محدودههای وسیعی از جریان تولید کرد. کنترل چنین واحدهایی از تغییر کلیدهای هسته آهنی تا طرحهای جدید اینورتر را شامل میشود.

جوش اینورتر قوس فلزی دستی
جوشکارهای اینورتر مدرن میتوانند به حل چندین مشکل پیش روی جوش قوس فلزی دستی کمک کنند و ویژگیها و کاراییهای عالی ارائه دهند چون میشود منحنی را به صورت الکترونیکی برای هر عملیات مدیریت کرد.
با این حال، منبع تغذیه اینورتر جوشکاری انتخابی باید دارای قدرت کافی برای ذوب مواد جوش و الکترود و همچنین ظرفیت کافی برای حفظ ولتاژ قوس باشد.
فرآیند جوشکاری قوس فلزی دستی معمولاً به خروجی بالا (۳۵۰-۵۰ آمپر) در ولتاژ نسبتاً پایین (۵۰-۱۰ ولت) نیاز دارد. در حالی که الکترودهای مورد استفاده برای جوشکاری اینورتر قوس فلزی دستی برای کار روی سطوح مختلف ولتاژ و توان خروجی در نظر گرفته شدهاند، همیشه عاقلانه است که دستورالعملهای سازنده را قبل از استفاده بخوانید.
جوشکارهای اینورتر قوس فلزی دستی به کاهش هزینهها و مزایای دیگر کمک میکنند چون:
- سطح کنترل و کارایی بالایی دارند.
- بسیار سبک وزن و جمع و جورتر از نمونه های قبلی خود هستند.
- میتوانند برای ورودی های کوچکتر خروجیهای بیشتری ارائه دهند.
- میتوانند منبع تغذیه بسیار کم مصرفی ارائه دهند.
آیا جوش قوس فلزی دستی روش بهینهای است
چون امروزه این روش خیلی پرکاربرد است، نشان میدهد روش جوشکاری خوبی برای استفاده است. جوش قوس فلزی دستی امروزه بطور چشمگیری مورد استفاده قرار میگیرد چون مزایای زیر را ارائه میدهد:
۱. هزینه کم
دستگاههای جوش قوس فلزی دستی نسبتاً ارزان هستند و نسبت به سایر روشهای جوشکاری هزینههای تعمیر و نگهداری کمتری دارند.
۲. انعطافپذیری و تطبیقپذیری
اگرچه جوش قوس فلزی دستی عمدتاً برای جوشکاری فولاد و آهن استفاده میشود، طیف گستردهای از فلزات دیگر را هم میشود با آن جوش داد، از جمله: آلیاژهای مس، نیکل و آلومینیوم. علاوه بر این، بر خلاف جوشکاری تیگ یا میگ، جوش قوس فلزی دستی کمتر تحت تأثیر آب و هوا قرار میگیرد و به همین خاطر کارآمدترین فرآیند جوشکاری برای خارج از منزل است.

۳. سادگی
تجهیزاتش را میشود نسبتاً آسان تغذیه کرد و این تکنیک نسبت به سایر روشهای جوشکاری سادهتر است.
۴. قابلیت حملونقل
دستگاههای جوش قوس فلزی دستی فشرده، سبک و به راحتی قابل حمل و برای استفاده در هر مکانی مناسب هستند.
۴ نوع مختلف جوشکاری
جوشکاری قوس فلزی گازی (MIG/MAG)
جوشکاری قوس فلزی گازی یا میگ در سراسر الکترود سیم گاز محافظتی بکار میبرد که دو فلز را ذوب و به هم متصل میکند. این روش که به یک ولتاژ ثابت و منبع جریان مستقیم نیاز دارد، محبوبترین روش جوشکاری صنعتی و دارای چهار روش اصلی انتقال فلز است: اسپری پالسی، اسپری، اتصال کوتاه و کروی.
جوشکاری با گاز تنگستن با گاز (TIG)
این روش یعنی تیگ، که معمولاً برای لحیم کاری قطعات ضخیم فلزات غیرآهنی یا فولاد ضد زنگ به یکدیگر استفاده میشود، یک فرآیند جوشکاری قوس الکتریکی است که با استفاده از الکترود تنگستن، جوش را تولید میکند. این روش بسیار بیشتر از سایر فرآیندهای جوشکاری طول میکشد و خیلی هم پیچیدهتر است.

جوشکاری قوس فلزی محافظ (MMA)
در این فرآیند از روش جوشکاری استیک دستی توسط دستگاه جوش قوس فلزی دستی و یک جریان الکتریکی توسط استیک برای ایجاد قوس بین فلزات متصل و چوب استفاده میشود. از این فرآیند برای جوشکاری فولاد و آهن در ساختهای صنعتی و ساخت سازههای فولادی هم استفاده میشود.
جوشکاری قوسی رنگی شار
این چهارمین و آخرین نوع جوشکاری اصلی و جایگزینی برای جوشکاری محافظ است که اغلب در پروژههای ساختمانی بکار میرود؛ چون از جوش قوس نیمه اتوماتیک استفاده میکند و قابلیت حمل و سرعت جوش بالایی دارد.
منبع: Welding Headquarters





