





 ۰
۰ جوشکاری اصطکاکی یکی از روشهای نوین و پیشرفته در اتصال فلزات است که بدون استفاده از قوس الکتریکی یا ذوب فلز، قطعات را بهصورت جامد به یکدیگر متصل میکند. در این فرآیند از اصطکاک مکانیکی بین دو سطح فلزی برای تولید گرما استفاده میشود و در نتیجه، مولکولهای فلز در سطح تماس به هم جوش میخورند. این روش به دلیل سرعت بالا، کیفیت اتصال عالی و مصرف انرژی کمتر، در صنایع مختلف از خودروسازی تا هوافضا و نفت و گاز مورد استفاده قرار میگیرد.
اساس کار جوشکاری اصطکاکی
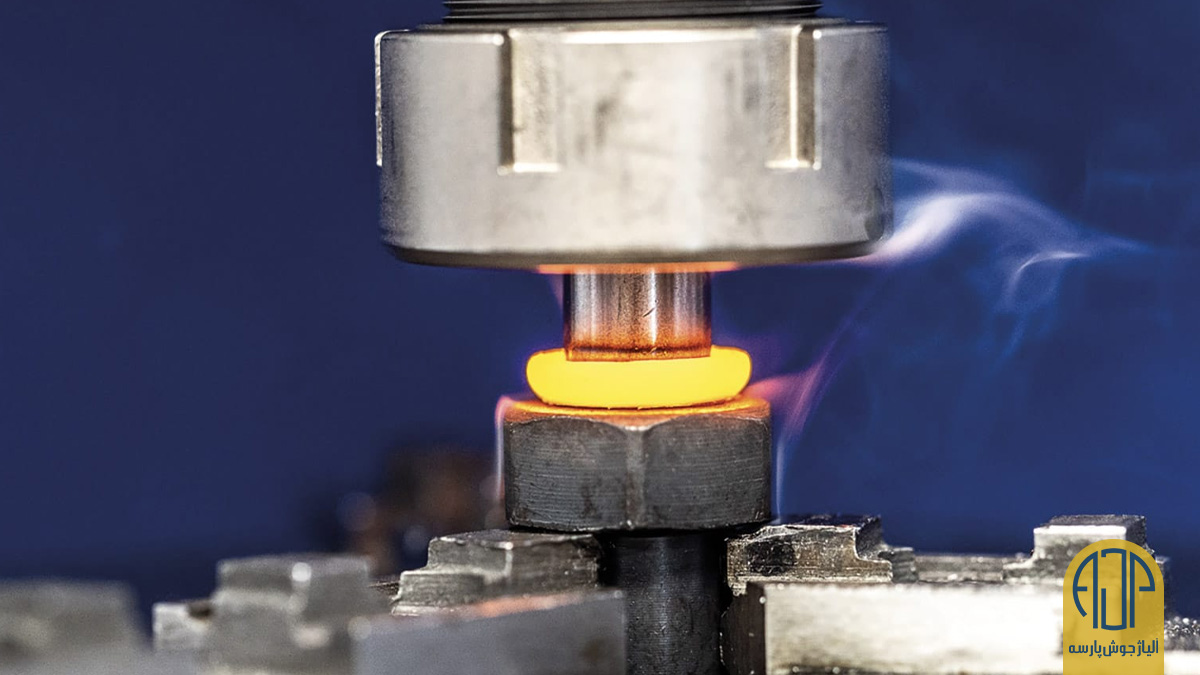
در این روش، یکی از قطعات با سرعت بالا دوران میکند و قطعه دیگر ثابت نگه داشته میشود. با اعمال فشار محوری، حرارت ناشی از اصطکاک دو سطح باعث نرم شدن لایههای سطحی فلز میشود. پس از توقف چرخش، فشار بیشتری وارد میشود تا دو قطعه در حالت پلاستیک بههم بچسبند و اتصال محکم ایجاد شود.
نکته مهم این است که در جوشکاری اصطکاکی، هیچ ذوب واقعی رخ نمیدهد، بلکه پیوند در حالت جامد صورت میگیرد. به همین دلیل این روش برای فلزاتی که بهسختی با جوش ذوبی متصل میشوند (مثل آلومینیوم به فولاد یا مس به تیتانیوم) بسیار کارآمد است.
مراحل انجام جوشکاری اصطکاکی
- آمادهسازی سطوح: دو قطعه باید کاملاً تمیز و عاری از آلودگی یا زنگزدگی باشند تا تماس مستقیم فلزها ممکن شود.
- دوران یک قطعه: یکی از قطعات توسط ماشین مخصوص (معمولاً دستگاه تراش یا دریل صنعتی) با سرعت بالا میچرخد.
- اعمال فشار اولیه: قطعه دوم به قطعه در حال چرخش فشرده میشود و اصطکاک، حرارت لازم برای نرم شدن سطح را ایجاد میکند.
- توقف ناگهانی دوران: وقتی حرارت به اندازه کافی بالا رفت، چرخش متوقف میشود.
- اعمال فشار نهایی (Upset Pressure): با افزایش فشار، مواد نرم شده در سطح تماس بهصورت پلاستیکی در هم نفوذ کرده و اتصال کامل شکل میگیرد.

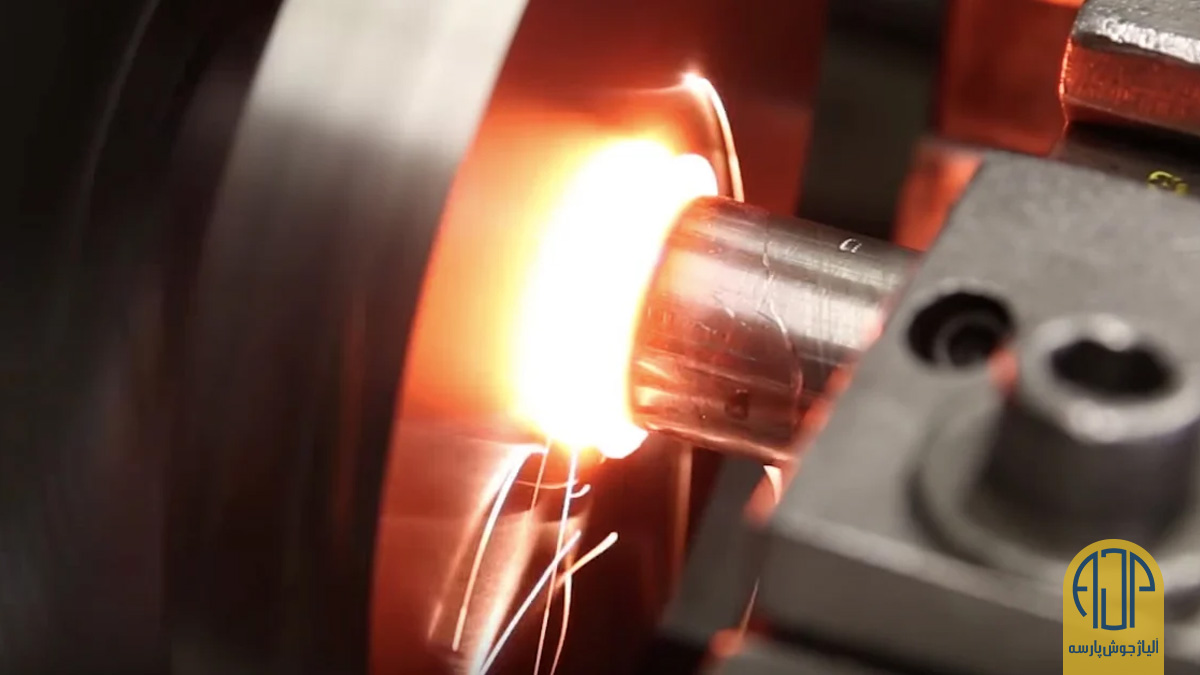
1. جوشکاری اصطکاکی چرخشی (Rotary Friction Welding)
این روش رایجترین نوع جوشکاری اصطکاکی است. یک قطعه میچرخد و دیگری ثابت است. برای اتصال میلگردها، محورهای موتور، شفتها و قطعات استوانهای استفاده میشود.
2. جوشکاری اصطکاکی خطی (Linear Friction Welding)
در این حالت بهجای دوران، حرکت رفتوبرگشتی سریع بین دو قطعه ایجاد میشود. این نوع برای قطعاتی با سطح مقطع غیردایرهای کاربرد دارد (مثل پرههای توربین).
3. جوشکاری اصطکاکی همزن (Friction Stir Welding – FSW)
در این روش، ابزاری چرخان با نوک سخت وارد محل درز دو قطعه میشود و با ایجاد اصطکاک و حرکت همزمان، مواد را نرم کرده و در مسیر درز مخلوط میکند. این روش در صنایع هوافضا و کشتیسازی برای اتصال آلیاژهای سبک (مثل آلومینیوم) بهکار میرود.
4. جوشکاری اصطکاکی مافوق صوت (Ultrasonic Friction Welding)
در این نوع از ارتعاشات با فرکانس بالا برای ایجاد گرما استفاده میشود. اغلب در اتصال قطعات کوچک الکترونیکی یا سیمهای مسی به کار میرود.
مزایای جوشکاری اصطکاکی
- عدم نیاز به مواد پرکننده یا الکترود
- اتصال با استحکام بالا بدون وجود تخلخل یا ناخالصی
- مصرف انرژی کمتر نسبت به جوشکاری ذوبی
- عدم تغییر ساختار متالورژیکی فلزات پایه به دلیل دمای پایینتر
- قابلیت اتصال فلزات غیرهمجنس مانند فولاد به آلومینیوم یا مس
- زمان انجام کوتاه (در حد چند ثانیه برای هر اتصال)
- دوستدار محیط زیست؛ بدون تولید دود، قوس یا اشعه
معایب و محدودیتها
هرچند این روش بسیار کارآمد است، اما معایبی نیز دارد:
- محدودیت در شکل قطعات؛ قطعات باید قابلیت چرخش یا حرکت خطی داشته باشند.
- هزینه اولیه بالای تجهیزات مخصوصاً در نوع FSW.
- نیاز به نیروی محوری زیاد برای ایجاد فشار و اصطکاک کافی.
- کنترل دقیق پارامترها (سرعت، فشار، زمان توقف) برای جلوگیری از عیوب جوش ضروری است.

تجهیزات مورد نیاز در جوشکاری اصطکاکی
- ماشین جوش اصطکاکی با محور قابل دوران و سیستم کنترل فشار
- سیستم گیره و فیکسچر دقیق برای نگهداری قطعات
- واحد کنترل اتوماتیک یا CNC جهت تنظیم سرعت و فشار
- سیستم خنککننده برای کنترل دمای نهایی اتصال
- ابزار اندازهگیری و کنترل کیفیت (NDT) مانند تست اولتراسونیک یا ماکرو
کاربردهای جوشکاری اصطکاکی در صنایع مختلف
صنعت خودروسازی
اتصال محورهای انتقال قدرت، میللنگ، سوپاپ، میلگرد، دیسک ترمز و قطعات آلومینیومی به فولادی.
صنعت هوافضا
جوشکاری پرههای توربین، پوستههای موتور جت، قطعات تیتانیومی و آلیاژهای سبک که نیاز به دقت بالا دارند.
صنایع نفت و گاز
اتصال لولهها و شفتهای پمپاژ در فشارهای بالا و محیطهای خورنده.
صنایع ریلی و دریایی
ساخت شفتهای طولانی، بدنه کشتیها و سازههای آلومینیومی با استحکام بالا و مقاومت در برابر خوردگی.
صنایع الکترونیک و پزشکی
اتصال دقیق قطعات کوچک، سیمها، کانکتورها و تجهیزات پزشکی حساس بدون حرارت بیش از حد.
کنترل کیفیت و آزمون جوشکاری اصطکاکی
اتصالات تولیدشده با این روش معمولاً نیاز به آزمونهای کنترل کیفیت دارند تا از استحکام و یکنواختی اتصال اطمینان حاصل شود. روشهای تست رایج عبارتاند از:
- تست غیرمخرب (NDT) شامل التراسونیک، مگنتیک و ماکروگرافی.
- آزمون کشش و برش برای اندازهگیری مقاومت مکانیکی اتصال.
- تحلیل میکروسکوپی مقطع جوش برای بررسی نفوذ و ناحیه متاثر از حرارت (HAZ).
آینده جوشکاری اصطکاکی
با پیشرفت رباتیک و هوش مصنوعی، نسل جدید ماشینهای جوش اصطکاکی قادرند پارامترهای فشار و سرعت را بهصورت خودکار تنظیم کنند تا بهترین کیفیت اتصال حاصل شود. همچنین ترکیب فناوری FSW با سیستمهای CNC و رباتهای صنعتی، امکان تولید انبوه قطعات با دقت بالا را فراهم کرده است.
در آینده نزدیک، این روش جایگزین بسیاری از جوشکاریهای ذوبی در صنایع حساس خواهد شد، چون هم از نظر انرژی کارآمدتر است، هم خطر تغییر خواص فلز را بهحداقل میرساند.
جمعبندی
جوشکاری اصطکاکی یکی از کارآمدترین روشهای اتصال فلزات در حالت جامد است که کیفیت، سرعت و صرفهجویی انرژی را همزمان ارائه میدهد. این فناوری در صنایع مختلف از خودروسازی تا هوافضا و انرژی نقش حیاتی دارد و به دلیل توانایی اتصال فلزات غیرهمجنس، بهویژه در طراحیهای مدرن بسیار محبوب شده است.
با رشد فناوریهای کنترل دیجیتال و رباتیک، جوشکاری اصطکاکی بهعنوان یک روش پایدار، اقتصادی و پیشرفته، آیندهی جوشکاری صنعتی را متحول خواهد کرد.