



 ۰
۰ 
ویژگیهای فرآیند جوشکاری اکسی استیلن یا اکسی گاز
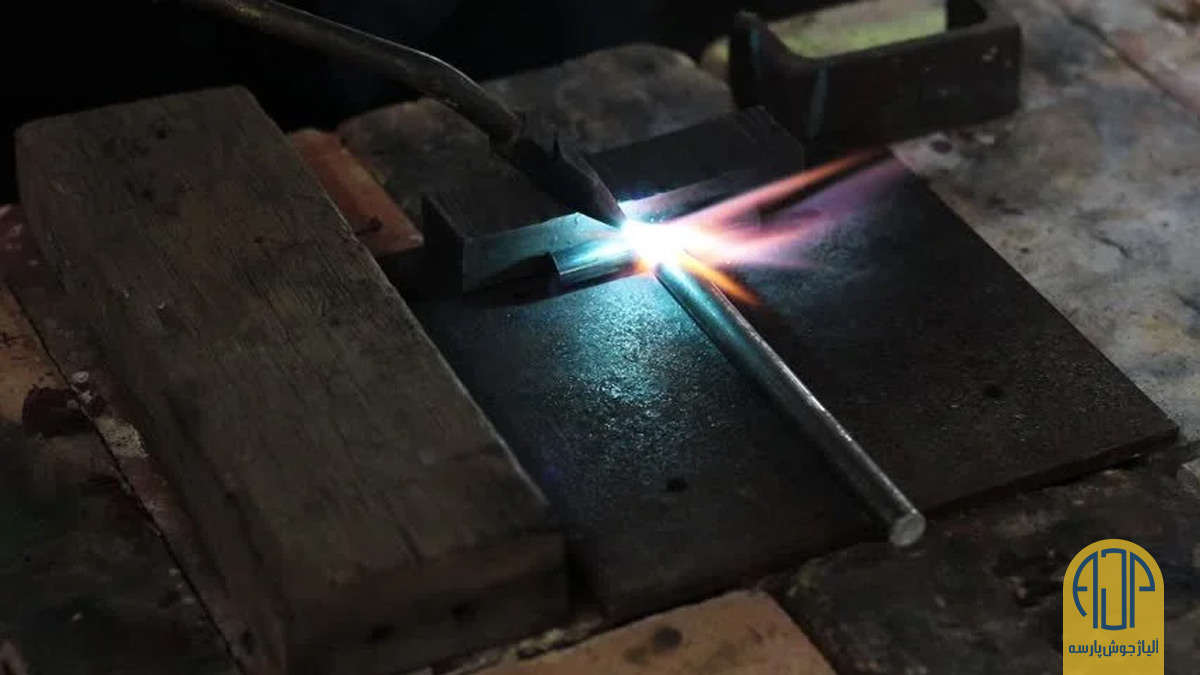
جوشکاری اکسی استیلن/ جوشکاری گازی فرآیندی است که به احتراق اکسیژن و استیلن متکی است. وقتی این دو توسط مشعل دستی یا لوله دمشی به نسبت مناسب با هم مخلوط میشوند، یک شعله نسبتاً گرم با دمای حدود ۳۲۰۰ درجه سانتیگراد تولید میشود. عملکرد شیمیایی شعله اکسی استیلن را میتوان با تغییر نسبت حجم اکسیژن به استیلن تنظیم کرد. شعله، با سه وضعیت مشخص بکار میرود: خنثی، اکسیده کردن و کربوره کردن. جوشکاری معمولاً با استفاده از تنظیم شعله خنثی انجام میشود که مقادیر مساوی اکسیژن و استیلن دارد. شعله اکسید کننده فقط با افزایش میزان جریان اکسیژن بدست میآید در حالی که شعله کربورایز کننده با افزایش جریان استیلن در رابطه با اکسیژن حاصل میشود. از آنجا که فولاد در دمای بالاتر از ۱۵۰۰ درجه سانتیگراد ذوب میشود، از مخلوط اکسیژن و استیلن استفاده میشود چون این تنها ترکیب گازی با حرارت کافی برای جوشکاری فولاد است. با این حال، گازهای دیگری مثل پروپان، هیدروژن و گاز زغالسنگ میتوانند برای اتصال فلزات غیرآهنی با نقطه ذوب پایین و برای لحیم کاری و همینطور لحیم کاری نقره استفاده شوند.ویژگیهای عملیاتی جوشکاری اکسی استیلن یا اکسی گاز
عملکرد شعله اکسی استیلن بر روی سطح مادهای که جوش داده میشود میتواند طوری تنظیم شود تا با تغییر جریان گاز، یک واکنش نرم، تند یا خشن ایجاد کند. البته در مورد نوع شعلهای که میتوان برای جوشکاری استفاده کرد محدودیتهای عملی وجود دارد. شعله خشن ِقدرتمند باعث از بین رفتن استخر جوش مذاب میشود، در حالی که شعله بسیار نرم در نزدیکی محل استفاده، پایدار نخواهد بود. از این رو این لوله دمشی طوری طراحی شده، با اندازههای مختلف کلهگی مسی ِگردن قو، تا امکان استفاده از شدت شعله را فراهم کند. رابطه بین ضخامت مواد، اندازه کلهگی لوله و سرعت جوشکاری، در نمودار بالا نشان داده شده است. هنگام انجام جوشکاری فیوژن، میشود در صورت لزوم فلز پرکننده را به شکل میله درست کرد. تکنیکهای اصلی ِبه کار رفته در جوشکاری اکسی استیلن چپگرد، راستگرد و تمام وضعیت ِراستگرد است. مورد اول تقریباً خاص و برای جوشکاری لَپ/ اتصال لب روی هم، فیلت/ نبشی/ جوش گوشه و بات/ جوش سربه سر، با ضخامت حدود 5 میلیمتر مناسب است. (در این روش، مشعل در دست راست و میله پرکننده در دست چپ اپراتور قرار دارد و جوشکاری از انتهای دست راست صفحه آغاز شده و به سمت چپ پیش میرود). تکنیک راستگرد برای ورقههای ضخیمتر از ۵ میلیمتر و در وضعیت تخت و عمودی-افقی کارایی دارد. تکنیک تماموضعیت ِراستگرد، که شکل تغییر یافته تکنیک راستگرد است، مناسب جوش دادن صفحه استیل و به ویژه لولهکشی در موقعیت عمودی و سقفی است. تکنیکهای راستگرد و تماموضعیت ِراستگرد، جوشکار را قادر میسازد تا یک مهره نفوذ یکنواخت با کنترل بیشتر بر روی حوضچه مذاب و فلز ذوبشده بدست آورد. علاوه بر این، جوشکار دید واضحی از جوشکاری دارد و میتواند با آزادی حرکتی ِکامل کار کند. این تکنیکها مهارت بسیار بالایی لازم دارند و کمتر از روش معمول ِچپگرد استفاده میشوند.تجهیزات جوشکاری اکسی استیلن یا اکسی گاز
تجهیزات اکسیاستیلن قابل حمل و استفاده از آن آسان است، شامل:- گازهای اکسیژن و استیلن است که تحت فشار در سیلندرهای فولادی ذخیره میشوند.
- سیلندرهای مجهزبه تنظیمکنندهها و شیلنگهای انعطافپذیر که به لولههای دمشی هدایت میشوند.
- وسایل ایمنی طراحی شده خاص، مثل شعلهگیرها که بین شیلنگها و رگولاتورهای سیلندر تعبیه شدهاند. شعلهگیرها مانع از رسیدن شعلههای آتش به سیلندرها، از طریق "فلش بک"، میشود. دلایل اصلی فلشبک تمیزنکردن شیلنگها و گرم شدن بیش از حد کلهگی لولههای دمشی است.
- اپراتور باید موقع جوشکاری، از لباس محافظ و عینک رنگی مخصوص استفاده کند. بااینکه درجه شدت شعله کمتر از قوس است ولی چون اشعه ماورا بنفش بسیار کمی ساطع میکند، از عینکهای رنگی مخصوص استفاده میشود که محافظت کافی دارند.

جوانب مثبت جوشکاری اکسی استیلن یا اکسی گاز
- به برق نیاز ندارد
- استفاده از آن بسیار ساده است
- تجهیزات آن اغلب ارزانتر از جوشکاری MIG یا TIG است
- مناسب برای "برش" و اتصال فلزات
جوانب منفی جوشکاری اکسی استیلن یا اکسی گاز
- ظاهری ناصاف و ناخوشایند دارد
- منطقه اطراف جوش را بیش از جوشکاری قوس گرم میکند که ممکن است بر یکپارچگی فلز تأثیر بگذارد
- فقط برای انواع فولادهاي كم آلياژي تا فولاد نرم مناسب است.