



 ۰
۰ چرا جوشکاری فلزات غیرمشابه چالشبرانگیز است؟
۱. تفاوت در نقطه ذوب
فلزات مختلف دمای ذوب متفاوتی دارند. مثلاً:- آلومینیوم (~660°C)
- فولاد کربنی (~1370-1530°C)

۲. انبساط حرارتی متفاوت
ضریب انبساط حرارتی فلزات متفاوت است. پس از سرد شدن، تنشهای پسماند ایجاد میشود که میتواند منجر به ترک خوردگی شود.۳. تشکیل ترکیبات بینفلزی (Intermetallic Compounds)
وقتی دو فلز غیرمشابه ذوب میشوند، ممکن است ترکیبات شکنندهای مانند FeAl3 (در جوش آلومینیوم-فولاد) تشکیل شود که استحکام اتصال را کاهش میدهد.۴. تفاوت در هدایت الکتریکی و حرارتی
فلزاتی مثل مس هدایت حرارتی بالایی دارند، درحالی که فولاد هدایت کمتری دارد. این تفاوت باعث توزیع ناهمگون حرارت و مشکلاتی مثل تخلخل میشود.تکنیکهای رایج جوشکاری فلزات غیرمشابه
۱. استفاده از لایه میانی (Interlayer یا Filler Metal)
یک فلز واسطه (مثل نیکل، برنز یا آلومینیوم-سیلیکون) به عنوان ماده پرکننده استفاده میشود تا از تشکیل ترکیبات بینفلزی جلوگیری کند. ✅ مثال:- برای جوش آلومینیوم به فولاد از سیم جوش Al-Si استفاده میکنند.
- برای اتصال مس به فولاد از الکترودهای نیکلباز استفاده میشود.
۲. جوشکاری اصطکاکی اغتشاشی (Friction Stir Welding - FSW)
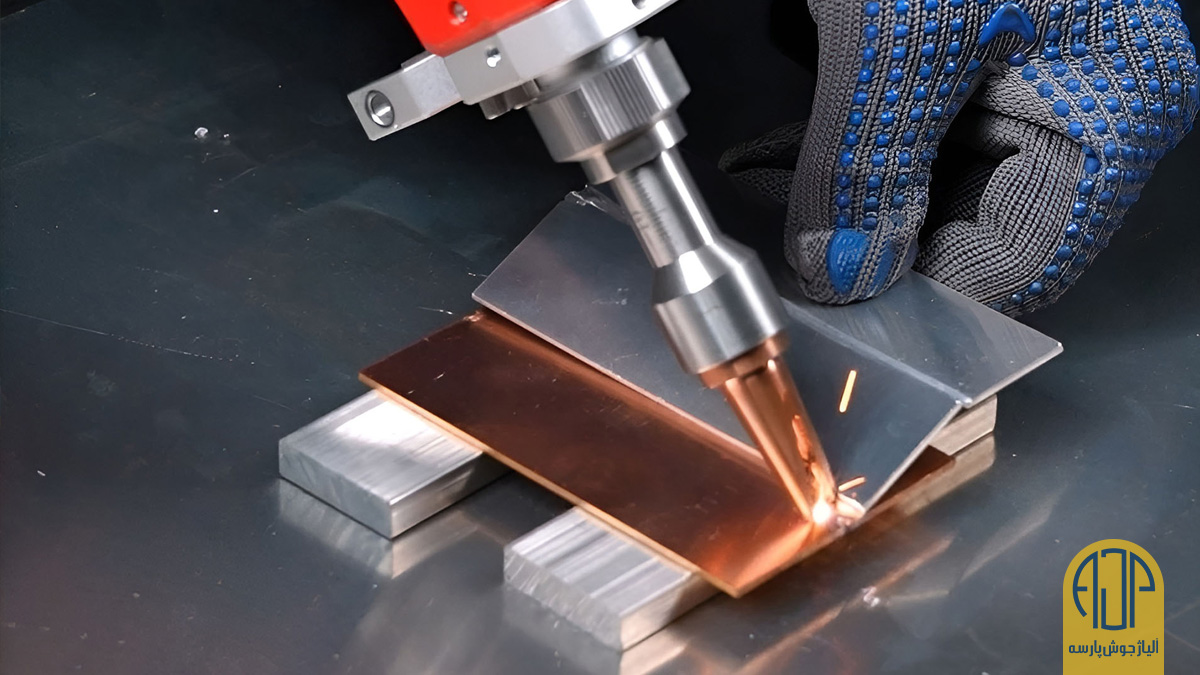
این روش بدون ذوب فلزات انجام میشود و برای فلزاتی مثل آلومینیوم-مس یا آلومینیوم-فولاد مناسب است.۳. جوشکاری لیزر (Laser Welding)
با کنترل دقیق حرارت، میتوان فلزات غیرمشابه را بدون ایجاد ترکیبات شکننده جوش داد.۴. جوشکاری انفجاری (Explosive Welding)
در این روش، از یک انفجار کنترلشده برای اتصال فلزات استفاده میشود. این تکنیک برای لولههای انتقال نفت و گاز کاربرد دارد.۵. جوشکاری با پرتو الکترونی (Electron Beam Welding - EBW)
این روش در خلاء انجام میشود و برای فلزات فعال مثل تیتانیوم و زیرکونیوم مناسب است.
نکات کلیدی برای جوشکاری موفق فلزات غیرمشابه
- انتخاب صحیح فیلر متال (مطابق با استاندارد AWS یا ISO).
- پیشگرمایش (Preheating) برای کاهش تنشهای حرارتی.
- کنترل دقیق پارامترهای جوش (آمپر، ولتاژ، سرعت حرکت).
- استفاده از گازهای محافظ مناسب (مثل آرگون برای جوش TIG آلومینیوم-فولاد).
- پسگرمایش (Post-Weld Heat Treatment - PWHT) برای کاهش تنشهای باقیمانده.