In shielded metal arc welding (SMAW), an arc between a covered electrode and a weld pool is used to accomplish a weld. As the welder steadily feeds the covered electrode into the weld pool, the decomposition of the covering evolves into gases that shield the pool. The process is used without application of pressure and with filler metal from the covered electrode. The sound weld metal deposited by the process is used for both joining and for applying a functional surface to metal products.
Because of the many possible variations in the composition of the electrode covering and the large selection of core wire chemistry, the process can produce an extensive range of weld metal deposits with desirable mechanical and physical properties, while providing for a smooth arc, uniform metal transfer characteristics, and ease of operation. It is one of the oldest and simplest welding processes and continues to be widely used.
The simplicity of the process extends to the number and nature of the circuit components required, which are as follows:
1. A power source of adequate current rating and duty cycle
2. A SMAW electrode compatible with the output of the power source
3. A suitably sized welding cable
4. An electrode holder
5. A workpiece lead.
SMAW Process Fundamentals
The distinctive feature of SMAW is the physical presence of the covering/ coating that surrounds the core wire of the consumable electrode. The covered rod is called an electrode because it functions as the terminal from which the electric flow changes from the conducting solid to the conducting plasma of the welding arc.
For any given application, the electrode must meet the following three criteria:
1. It must shield the arc and the weld metal.
2. It must add metal to the weld.
3. It must sustain a welding arc.
The constituents of the covering accomplish these functions. When sufficiently heated, the covering’s ingredients do the following:
1. Decompose into gases and displace the air at the weld site, thus providing a shield for the arc and the weld metal;
2. Ionize to support the arc plasma;
3. Flux the molten metal and, on cooling, form a protective slag cover on the weld bead.
The covering may also contain metal powders that enhance the metal contribution of the electrode to the weld pool.
SMAW Principles of Operation
The SMAW process uses an electric circuit that supports a welding arc to convert electric line power or fuel into heat. The heat from the welding arc is intense and extremely concentrated. It immediately melts a portion of the workpiece and the end of the electrode. The welder maintains the arc length by holding a consistent space between the electrode and the weld pool that forms on the workpiece. When the arc is removed, the liquid fuses and the melt solidifies into continuous metal.
As shown in the schematic in Fig. 1, the power source is connected into a circuit with the electrode and workpiece in series. The welding cable used in the circuit, the electrode holder, and the connection between the cable and the workpiece are also important elements of the circuit. The power source has two distinct output terminals. From one terminal, a connection is made to the electrode. When using direct current (DC), the proper terminal for the electrode connection is determined by the required polarity for that type of electrode. When using alternating current (AC), the electrode may be connected to either terminal. The circuit is open between the workpiece and the electrode.
As long as the SMAW electrode is held away from the workpiece, the
the circuit remains open and a voltmeter can be used to measure the voltage drop between the electrode holder
and the workpiece for this open-circuit (pre welding) condition.
SMAW Covered Electrodes
All SMAW electrodes have a covering with constituents that facilitate the welding process and add alloying elements that impart useful properties to the weld. Without the covering, the arc would be very difficult to maintain, the weld deposit would be brittle with dissolved oxygen and nitrogen, the weld bead would be dull and irregularly shaped, and the workpiece would be undercut.
Electrode manufacturers apply the covering on SMAW electrodes either by extrusion or dipping. Extrusion
is much more widely used and is achieved by mixing the dry components with liquid silicates. The dipping process is employed primarily for SMAW electrodes used to weld cast iron and for some specialty electrodes that have a complex core wire.
The covering contains most of the stabilizing, shielding, fluxing, deoxidizing, and slag-forming materials essential to the process. Beside sustaining the arc and supplying filler metal for the weld deposit, decomposition of the electrode covering introduces other key materials into or around the arc, or both. Depending on the type of electrode being used, the electrode covering provides the following:
1. A gas to shield the arc and prevent excessive atmospheric contamination of the molten metal;
2. Deoxidizers to react with and deplete the level of dissolved gaseous elements that can cause porosity;
3. Fluxing agents to accelerate chemical reactions and cleanse the weld pool;
4. A slag blanket to protect the hot weld metal from the air and to enhance the mechanical properties, bead shape, and surface cleanliness of the weld metal;
5. Alloying elements to achieve the desired microstructure;
6. Elements and compounds to control grain growth;
7. Alloying materials to improve the mechanical properties of the weld metal;
8. Elements to affect the shape of the weld pool;
9. Elements that affect the wetting of the workpiece and the viscosity of the liquid weld metal; and
10. Stabilizers to help establish the desired electrical characteristics of the electrode and minimize spattering.
The chemical compounds in the covering, in combination with the core wire composition, create unique mechanical properties in the weld and enhance welding characteristics such as arc stability, metal transfer type, and slag. The different types of electrodes are formulated not only to weld different metals but also to optimize certain characteristics of the process and gain an advantage in a particular area of
application.
Arc Shielding
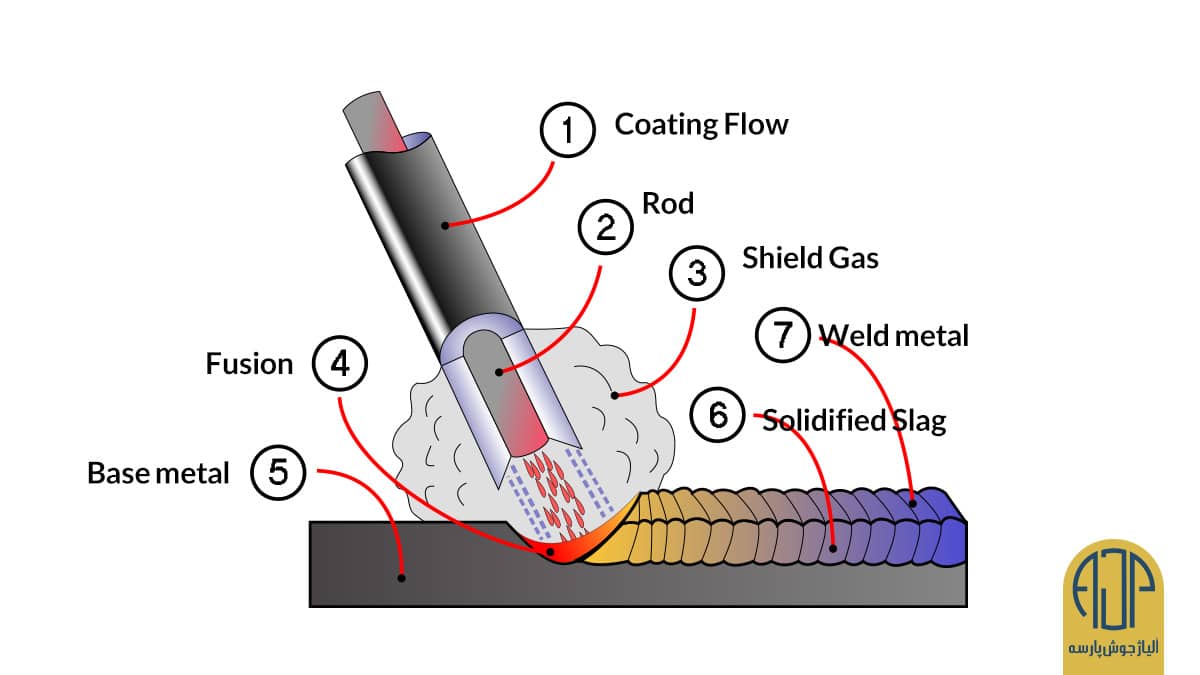
The shielding action of the process illustrated in Fig. 2 is essentially the same for all SMAW electrodes, but the specific method of shielding and the volume of slag produced vary from one electrode type to another.
As depicted in Fig. 2, two mechanisms are at work to prevent the detrimental effect on the weld pool caused by the gases contained in the air. The first is the forceful displacement of the air by gases produced by the burning and decomposition of the electrode covering. The second is the blanketing action of the flux or slag, which prevents the diffusion of the air constituents into the liquid metal. Electrode coverings vary in their reliance on these two mechanisms to provide the most advantageous shielding action for a specific weld.
Process Advantages
A main advantage of SMAW is the large variety of metals and alloys the process is capable of welding. Procedures and electrodes are available to weld carbon and low-alloy steels, high-alloy steels, coated steels, tool and die steels, stainless and heat-resisting steels, cast irons, copper and copper alloys, plus nickel and cobalt alloys.
Following are other advantages of the process:
1. The equipment is relatively simple, inexpensive, and portable.
2. The SMAW electrode provides both the shielding and the filler metal to make a sound weld.
3. Auxiliary gas shielding or granular flux is not required.
4. The process is less sensitive to wind and draft than the gas shielded arc welding processes.
5. The dimensions of the SMAW electrodes are ideal for reaching into areas of limited access (electrodes can be bent, and with the aid of mirrors, applied in blind spots).
6. The process is suitable for most of the commonly used metals and alloys.
7. The process is flexible and can be applied to a variety of joint configurations and welding positions.
8. Optimum results can be readily and reliably obtained.

Process Limitations
1. Metals with low melting temperatures, such as lead, tin, and zinc, and their alloys are not welded with SMAW. These metals have relatively low boiling points and the intense heat of the SMAW arc immediately causes them to vaporize from the solid-state. Shielded metal arc welding is likewise not suitable for reactive metals such as titanium, zirconium, tantalum, and niobium because the shielding provided is not sufficiently inert to prevent contamination of the weld.
2. The process yields lower deposition rates than the gas metal arc welding (GMAW) and flux-cored arc welding (FCAW) processes. The deposition rate is lower because the maximum useful current is limited.
3. If the electrode is too long or if the current is too high, the amount of heat generated within the SMAW electrode will be excessive. After welding has started, the temperature of the covering will eventually rise to a range that will cause premature breakdown of the covering. That breakdown, in turn, triggers a deterioration of the arc characteristics and reduces the level of shielding. Consequently, welding must stop before the electrode has been fully consumed. Hence, the amount of current that can be used is limited within a range that prevents overheating of the electrode and breakdown of the covering. The limited useful current results in generally lower deposition rates than those obtainable with GMAW or FCAW.
4. Stub loss is another inherent drawback. The stub is the grip end of the SMAW electrode that is discarded. It consists of the core wire within the grip of the electrode holder and a small portion of the covered length. Stub loss affects deposition efficiency, not the deposition rate. Longer stub losses translate directly into lower deposition efficiency.
5. The operator factor — arc time as a percentage of the welder’s total labor time — for SMAW is usually lower than that obtained with a continuous electrode process such as GMAW or FCAW.
When the weldment requires a large volume of filler metal, the combination of low deposition rates and a lower operator factor detracts from the use of SMAW. In these instances, the weld completion rate may be too slow and the weld cost relatively high.
Source: fabtechexpo.com





