









 ۰
۰ انواع عیوب جوشکاری

۱. ریزههای سرباره
ظاهر آن: سرباره جوش شکلی از مواد شیشه مانند است که میتواند در حین همجوشی در جوشکاری استیک، جوشکاری قوس فلزی محافظ، جوش قوس الکتریکی زیرپودری، جوشکاری قوس الکتریکی با هسته شار و جوشکاری الکتروسرباره یا حتی جریان اشتباه جوش به عنوان محصول جانبی تولید شود. چه چیزی را میتواند ایجاد کند؟ چون آخالهای سرباره به استحکام یا محافظت فلزات بعد از جوشکاری کمک نمیکنند و در داخل فلز جوش در حکم زبالهاند، حذفشان ضروری است. به این خاطر که در ناحیه جوش رسوب میکنند، ظاهر بدی به جوش میدهند، در صورت نیاز به لایه یا پاس دوم، برای انجام روکشها و یا پاکسازی سطوح از هر نوع رنگ یا روغن، وجودشان مزاحم است. چه چیزی باعث آن میشود؟ سرباره زمانی تشکیل میشود که با انجام تکنیک الکترود اشتباه، شار در داخل یا روی مهرههای جوش ذوب شود. اتفاقی عادی است که بعضی از نواحی به دلایلی در بالای فلز مذاب شناور نشوند (جایی که قابل مشاهده باشند و بر یکپارچگی ساختاری جوش تأثیری نگذارند) و در داخل فلز جامد شده قرار بگیرند. چطور آن را برطرف کنیم؟ حذف معمولاً با ابزار دستی یا برقی انجام میشود. ابزارهای دستی معمولاً شامل یک چکش خردکن هستند. توصیه میکنیم برای آماده سازی جوش از دیسکهای فرز TFT بمنظور تمیز کردن سطح استفاده کنید. تمام این دیسکها، چه برای آلومینیوم و چه فولاد، میتوانند به اکثر آسیابهای زاویهای متصل شوند. از مزایای آنها میشود به عدم وجود باقیمانده مواد ساینده، عدم لکهخوردگی، بدون ضربه زدن، عدم استرس در فلز در اثر گرمای بیش از حد و عمر بسیار طولانی اشاره کرد. آنها برای آمادهسازی جوش، ابزاری عالی هستند.
در همین رابطه بخوانید:
جوشکاری اوربیتال یا مداری چیست؟
۲. تخلخل
ظاهر آن: تخلخل یعنی وجود حفرههایی در داخل فلز جوش در فرم های زیر:- تخلخل توزیع شده
- شکستن منافذ سطحی
- کرم چاله
- حفرههای دهانه
- مواد موجود در سطح مثل رطوبت، گریس، روغن و هر آلودگی دیگر
- محافظ گاز ضعیف ناشی از جذب نیتروژن و اکسیژن در حوضچه جوش
- با انجام فرآیند جوشکاری، روکشهای سطحی ممکن است باعث به دام افتادن مقادیر زیادی دود شوند

۳. آندرکات
ظاهر آن: آندرکات، شکافی است که در فلز پایه در امتداد خطوط پنجه جوش باقی میماند چون در طول همجوشی توسط فلز جوش پرکننده پر نشده است و به راحتی در محل اتصال قابل مشاهده است. چه چیزی را میتواند ایجاد کند؟ میتواند باعث خستگی و انتشار ترک خستگی شود. چه چیزی باعث آن میشود؟ این پدیده در تکنیک جوشکاری یک مشکل است. اگر دما در نزدیکی لبههای آزاد بیش از حد بالاست؛ فلز اصلیِ جوش قبلی به ویژه در نزدیکی لبههای نازکتر و آزادتر است؛ و یا حرکات نامنظم، خطای الکترود، نگه داشتن بیش از حد طولانی قوس، ضربه قوس یا عدم مکث کافی در انگشتان جوش میتواند از علل ایجاد آن باشد. چگونه آن را ترمیم کنیم؟ شما باید درز جوش را با چرخ سنگ زنی از بین ببرید و بعد دوباره شروع به کار کنید.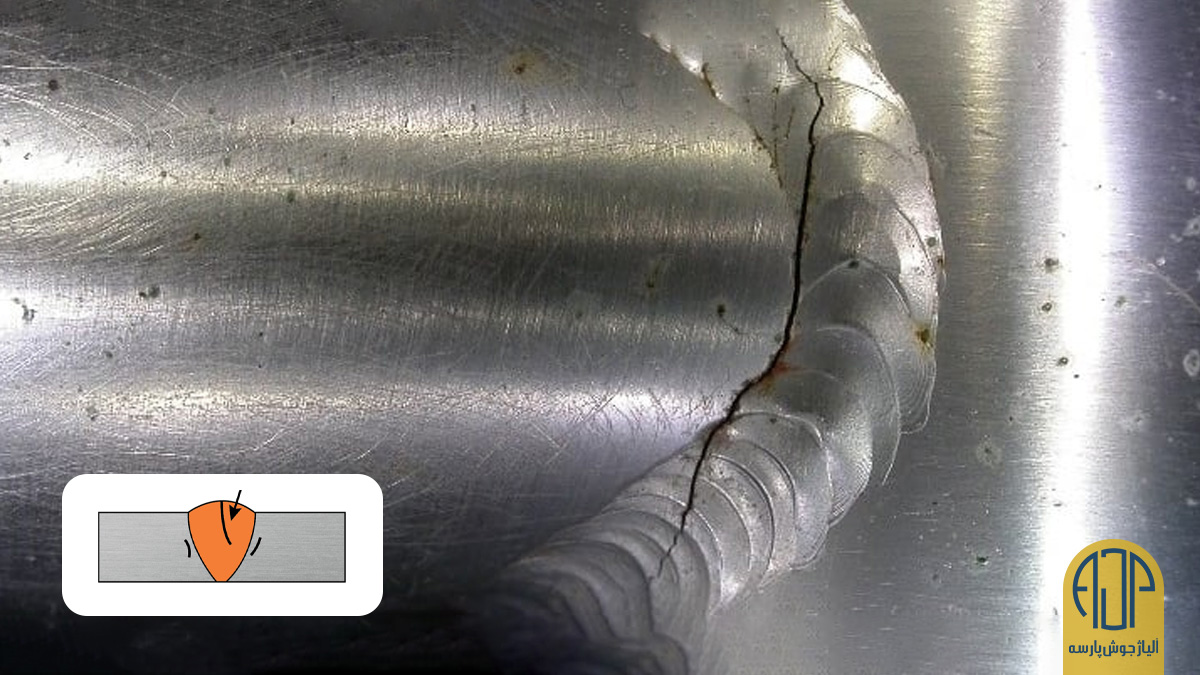
۴. ترک جوش
ظاهر آن جدا ماندن فلز جوش پرکننده یا ناپیوستگی بین فلز پایه و فلز پرکننده که میتواند به شکل طولی، عرضی، دهانه، گلو، پنجه، ریشه، زیر مهرهای، گرم و سرد باشد. چه چیزی را ایجاد میکند؟ باعث شکست و انتشار ترک دهانه میشود. چه چیزی باعث آن میشود؟ بعضی از دلایل آن اتصال قطعات پورت، خنک شدن سریع و آلودگی است. بیشتر ترکهای طولی و خط مرکزی ناشی از نسبت نامناسب عرض به عمق، نقطه ذوب پایین عناصر ترمپ در پایه و سطوح مقعر یا حتی استفاده از الکترود نامناسب است. چطور آن را ترمیم کنیم؟ دو گزینه وجود دارد: کوبیدن قوس کربن یا حذف مکانیکی با استفاده از چرخ زاویه.
۵. فیوژن (همجوشی) ناقص
ظاهر آن عدم همجوشی زمانی اتفاق میافتد که جوش همراه با فلز پایه ذوب نشود. چه چیزی را میتواند ایجاد کند؟ کاهش قدرت و شکست از عوارض آن است. چه چیزی باعث آن میشود؟- جوشکاری نامناسب
- عدم توانایی در طی فرآیند جوشکاری در بالا بردن دمای فلز پایه یا فلز جوش رسوب شدهء قبلی تا رسیدن به دمای ذوب
- سرعت حرکت بسیار آهسته که به جوش اجازه میدهد تا روی لبهها بچرخد و باعث شود که سرباره بین مهره و فلز پایه به دام بیفتد.
- زاویه الکترود اشتباه که فلز جوش را روی سرباره فشار میدهد.
- سرعت حرکت خیلی سریع یا تنظیم آمپر خیلی زیاد.
- طول قوس خیلی طولانی که اجازه میدهد جوش به طور تصادفی رسوب کند.

۶. نفوذ ناقص
ظاهر آن زمانی اتفاق میافتد که شیار جوش داده شده خیلی باریک باشد و فلز جوش به پایین اتصال جوش نرسد. چه چیزی را ایجاد میکند؟ شبیه همجوشی ناقص باعث کاهش قدرت و شکست فلز میشود. چه چیزی باعث آن میشود؟ عمدتاً آماده سازی نامناسب اتصال، گرمای ورودی ناکافی، مخلوط گاز محافظ نامناسب، قطر سیم جوش و حتی سرعت نادرست میتواند باعث آن شود. چطور آن را ترمیم کنیم؟ نفوذ ناقص باید با وسایل مکانیکی حذف شود، مثلا با استفاده از یک آسیاب زاویهای و باز کردن شیار برای آشکار کردن فلز پرکننده بمنظور جدا کردن.
۷. پاشش
ظاهر آن فلز مذاب یا مواد غیرفلزیی هستند که در طی فرآیند جوشکاری گازی یا آرک (قوس) پراکنده و پاشیده میشوند. این ذرات کوچک یا بزرگ از مواد داغ قابل توجهاند و ممکن است به مواد پایه و مواد فلزی اطراف آن بچسبند و در برخی موارد حتی بپرند و روی میز کار یا اطراف آن بیفتند. چه چیزی آن را ایجاد میکند؟ مواد پاششی که در نازل جمع میشود میتواند مهرههای جوش را جداجدا کرده و به آنها آسیب برساند. همچنین میتواند به دلیل انباشته شدن برآمدگیهای پاشش در نازل باعث بروز حوادثی برای کاربر یا غیرقابل استفاده شدن سیمها شود. چه چیزی باعث آن میشود؟- خیلی داغ یا خیلی سرد بودن حوضچه
- نوع گاز محافظ مورد استفاده
- تغذیه سیم با سرعت خیلی بالا یا خیلی کم
- کارکرد ضعیف قرقره سیم جوش
- بیرونزدگی سیم جوش
- اتصالات ضعیف به گیره زمین
- نگهداری نادرست سیم جوش
- رطوبت بالای محیط جوش
- آلودگی جوش مثل سطح کثیف فلز، زنگ زدگی، روغن، رنگ و اندازه نادرست آسیاب

چگونه عیوب جوشکاری را رفع کنیم؟
در هر صورت راه تعمیر این است که ابتدا مهره جوش را جدا کنید که به طور معمول، برای حذف آن از چرخ سنگ زنی استفاده میشود. کار دیسکهای فِرِز این است که از آنها در فرآیند تولید خود استفاده کنید تا کیفیت آمادهسازی فلز را به حداکثر برسانید. همچنین میشود از آنها برای حذف هرگونه فلز جوش قدیمی در درز، به منظور تعمیرات استفاده کرد.چطور بفهمیم که این ناپیوستگی جوش است یا نقص جوش؟
تشخیص ناپیوستگی جوش آسان است چون در کارتان یک وقفه و نقص جوش به حساب میآید. ناپیوستگی که در فلز جوش به دلیل الگو یا تکنیک جوش اشتباه رخ میدهد، میتواند با شکل و ضخامت مهره جوش و بالاخره در کیفیت متفاوت باشد. به طور کلی، باید از یک ناپیوستگی اجتناب و با آن برخورد کرد چون نسبت به عیب جوشکاری خیلی جدیتر است. به این معنا که اگر ناپیوستگی جوش پیدا کردید، باید آن را تعمیر کنید. گفته میشود، گروهی از ناپیوستگیهای جوش اگر از محدودیتهای ذکر شده در پروژه شما تجاوز کنند میتوانند به یک عیب جوش تبدیل شوند. البته این مطابق با استانداردهای کشور شما، مواد و نوع محیطی است که در آن هستید. در نهایت، موثرترین راه برای بررسی کار جوشکاری، به ویژه در فضاهای تنگ، استفاده از دوربین جوشکاری است.شناسایی عیوب جوشکاری قبل از اینکه خیلی دیر شود!
- اغراق بر اهمیت تشخیص به موقع عیوب جوشکاری غیرممکن است چون حتی کوچکترین نقص هم میتواند فاجعه بار باشد.
- از مراقبت درباره تکنیک جوش گرفته تا جریان جوشکاری و نظارت، جوشکاری یک صنعت پیچیده است که نیاز به حداکثر توجه دارد.
- سرمایه گذاری بر روی ابزارهای مناسب که انجام کار را آسان و ایمن میکند اهمیت زیادی دارد. برای شرکتهای صنعت نفت، گاز و معدن خیلی مهم است که بدانند چگونه رایجترین عیوب جوشکاری را شناسایی و به درستی عمل کنند.
منبع: TFT Pneumatic