









 ۰
۰ 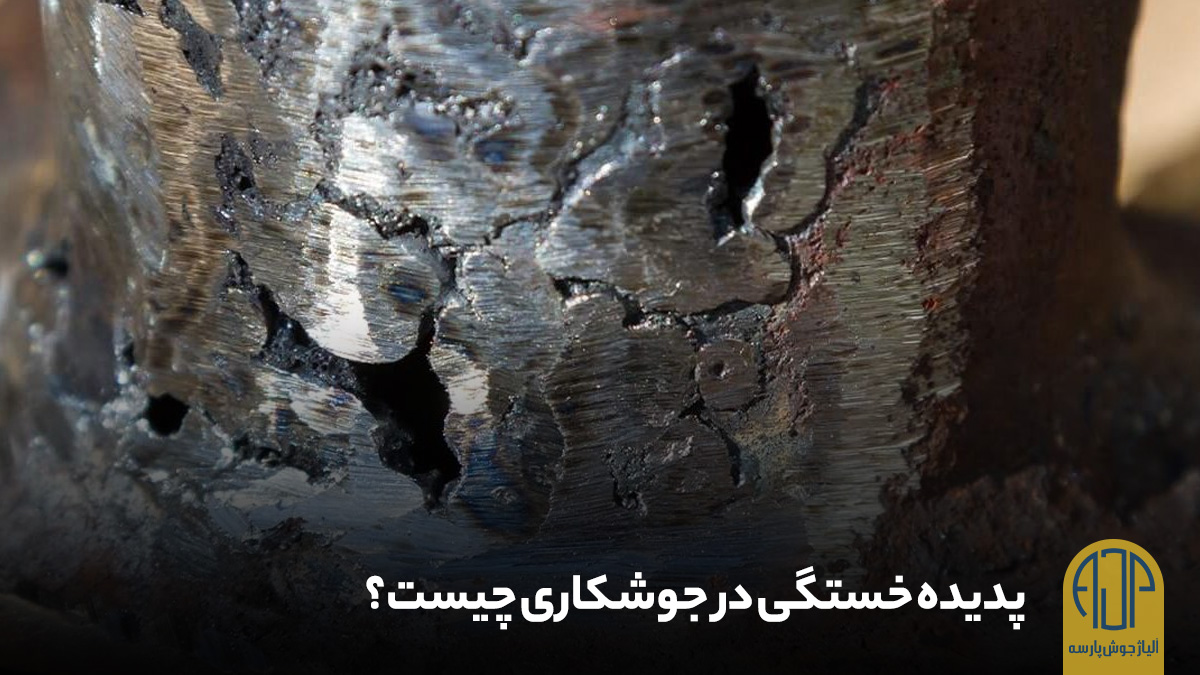
ذره ذره تا خرابی خستگی در جوشکاری!
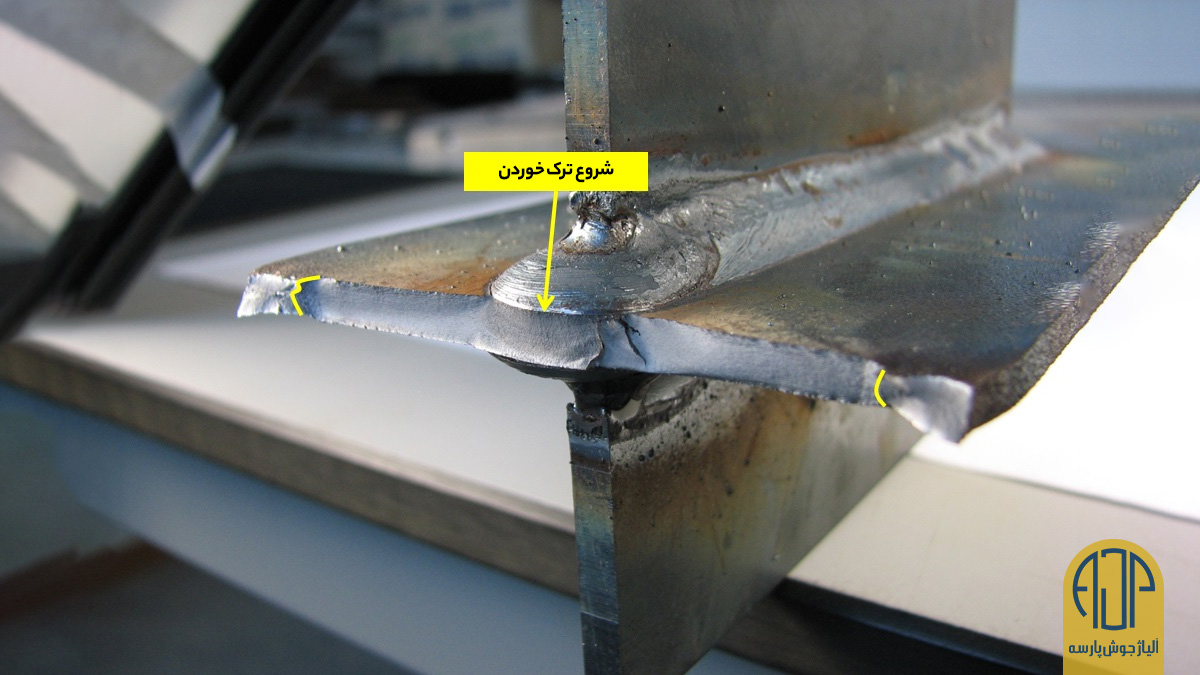
خستگی، در سازههای جوشی، زمانی اتفاق میافتد که سازه یا مفصل به دلیل اعمال فشار مداوم بر روی آن، دچار شکستگی یا ترک کوچک میشود. در اینجا، عامل اصلی فشاری است که به آن سازه تحمیل میشود. هر قدر کیفیت سیم جوش، میله جوش و به طور کلی تمام ماشین آلات جوشکاری عالی باشد، باز هم در طول سال ها، (۵۰، ۱۰۰ یا هر تعداد سال دیگر) و البته بسته به مهارت جوشکار، خستگی ایجاد میشود. این پدیده دو مرحله دارد:- تشکیل ترک
- انتشار ترک یا زمانی که وجود ترک همچنان نادیده گرفته و بنابراین بزرگتر و بدتر میشود.
در همین رابطه بخوانید:
نحوه جوشکاری فولاد کورتن هوازَده
- پیش گرمایش ناکافی: پیش گرم کردن سیم جوش فقط با دمای مناسب الکترود جوش، خطر ترک خوردگی را به حداقل میرساند، انقباض فلز و در نتیجه شکنندگی را کاهش میدهد.
- تخلخل: اگر اقدامات احتیاطی انجام نشود، اغلب گازهایی مثل نیتروژن، اکسیژن و هیدروژن که معمولاً در طی فرآیند قوس الکتریکی با میلههای جوش آزاد میشوند، در فلز به دام میافتند. این گازها میتوانند با ایجاد حباب یا سوراخ به فلز فشار وارد کننند که در نهایت به خستگی منجر میشود.
- جوش ناقص مفصل: این به دلیل بی توجهی جوشکار است. صرف نظر از کیفیت مواد جوشکاری، اگر جوشکار مبتدی باشد، میتواند از طرف دیگر ِجوش غافل بماند و وقتیکه یک طرف جوش به درستی ذوب نشده باشد، استحکامش کم میشود.
نحوه کنترل خستگی در جوش
۱. بهبود هندسه جوش
سوراخها و گوشههای تیز، فشار وارده بر اتصالات جوش داده شده را افزایش میدهند و هدف این تکنیک کاهش فشاری است که این مفاصل تحمل می کنند. این شامل قابلیتهایی مثل استفاده از دستگاههای جوشکاری از جمله دستگاه سنگ زنی دیسکی است که میتواند جوش را دوباره ذوب کند تا همجوشی بیشتر و قویتر شود.
۲. کاهش فشار باقیمانده
این نتیجه انبساطی است که در اثر گرما اتفاق میافتد. برای کاهش آن، از تکنیکهای رایج مثل از بین بردن فشار ارتعاشی یا چکشکاری استفاده میشود. تمام اتصالات جوش داده شده مستعد ساییدگی و پارگی هستند و به دلایل ذکر شده ممکن است دچار خستگی شوند. اما امیدواریم راه حلهای ارائه شده در این نوشتار در کنترل آن به شما کمک کند.منبع: D&H Sécheron