
 0
0 
What Are Heat Tints and Corrosion
Heat Tints
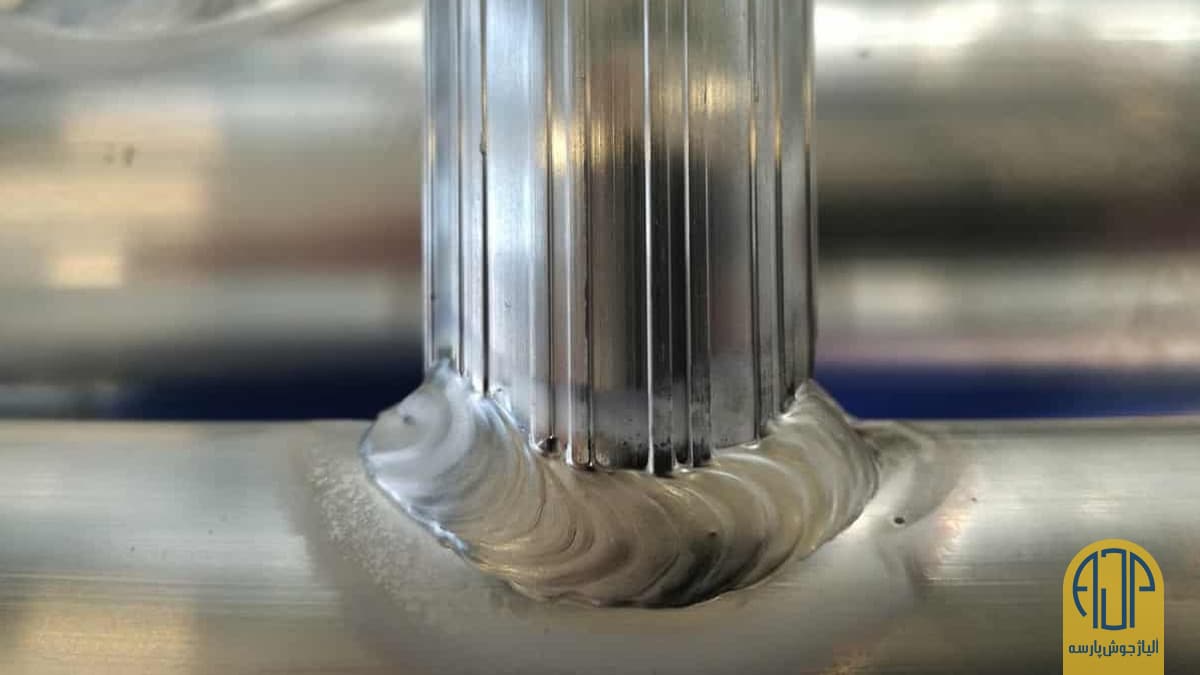
Most metals, including stainless steel, have an oxide layer at the surface. Heat tinting causes this naturally occurring oxide layer to become thicker which causes discoloration. The temper colors are a direct result of light interference effects as light bounces off the metal surface. Light reflected from the oxide film’s normal surface and that which is reflected from the oxide metal interface created by welding cause a variety of colors depending on the oxide layer thickness. In the welding industry, various terms are used to describe this phenomenon, such as discoloration, oxide scale, and rainbow effect. All these terms are talking about the same thing, a change in the color of the top layer of stainless steel. It usually occurs around the weld bead and within the surrounding zone that has been affected by the heat.Corrosion
Corrosion is a natural, oxidation process. When you prepare a metal surface for welding, it becomes exposed to a variety of atmospheric elements like oxygen and humidity, which creates the perfect condition for rusting. This is why it is important to clean and polish your welding projects before and after the welding job. This helps preserve the surface, strength, and shape of steel structures. The increased durability and attractive appearance of finished steel projects are additional benefits of the cleaning process.Types of Weld Cleaning
There are three main types of cleaning used for stainless steel after welding; mechanical, chemical and electrochemical. Brushing is used to prepare the surface and remove particles after cleaning.Mechanical Weld Cleaning
Mechanical weld cleaning is a common and low cost method used for cleaning stainless steel. It involves grinding machines and abrasives to clean the top layer of metal surfaces where rust and other slag particles can form. Mechanical welding consumes a lot of time and rarely achieves 100% clean results with necessary aesthetic value. It is only good for surface areas that are easy to reach.