









 ۰
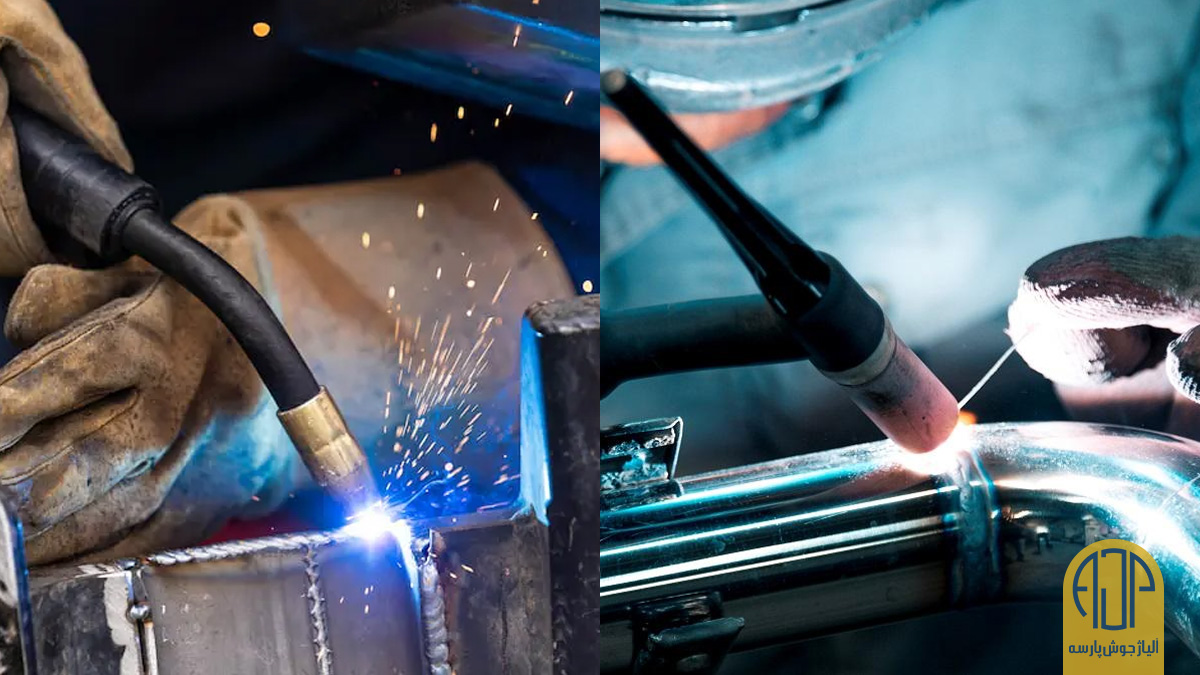
۰ جوش آلومینیوم: TIG یا MIG؟ چه زمانی کدام را انتخاب کنیم
آلومینیوم فلزی سبک و بسیار واکنشپذیر است؛ لایه اکسید Al2O3 روی آن نقطه ذوبی بالاتر از فلز پایه دارد و اگر مدیریت نشود، به ترک گرم، آلودگی درز و نفوذ ناکافی منجر میشود. بههمین دلیل، انتخاب صحیح بین TIG (GTAW) و MIG (GMAW) اهمیت زیادی دارد.خلاصه سریع تفاوتها
- TIG: کنترل عالی حوضچه و ظاهر بسیار تمیز؛ مناسب ورقهای نازک و کار دقیق؛ کندتر و مهارتبرتر لازم دارد.
- MIG: رسوب و سرعت بالا؛ مناسب تولید تیراژی و ضخامتهای بالاتر؛ نیازمند تنظیمات صحیح تغذیه سیم.
TIG برای آلومینیوم: کیفیت حداکثری و کنترل جزئیات
در AC TIG نیمسیکل مثبت پاکسازی اکسید و نیمسیکل منفی نفوذ ایجاد میکند. کنترل AC Balance و Frequency در دستگاههای اینورتر، بهینهسازی دقیق بین پاکسازی و عمق نفوذ را ممکن میکند.- مزایا: کنترل بینظیر حوضچه، ظاهر بسیار تمیز، امکان جوش بدون فیلر یا با
ER4043/ER5356، قابلیت Pulse برای کاهش ورودی حرارت. - معایب: سرعت پایینتر، نیاز به مهارت بالا، کارایی کمتر در ضخامتهای > ~4 mm (اغلب نیازمند پیشگرم/پاسهای بیشتر).
- کاربردها: قطعات ظریف/نمایان، مخازن کوچک، نمونهسازی و تعمیرات دقیق.

MIG برای آلومینیوم: بهرهوری و تولید سریع
در MIG آلومینیوم بهدلیل نرمی سیم، استفاده از Spool-Gun یا Push-Pull برای جلوگیری از Bird-Nesting توصیه میشود. گاز محافظ غالباً آرگون خالص است؛ برای نفوذ بیشتر در ضخامتهای بالا، مخلوط Ar/He مفید است.- مزایا: رسوب بالا و راندمان بهتر، مناسب ضخامتهای متوسط تا بالا، منحنی یادگیری سریعتر.
- معایب: ظاهر خامتر از TIG، نیاز به تجهیزات مناسب تغذیه سیم و تمیزی دقیق لبهها.
- کاربردها: سازههای صنعتی، بدنههای ضخیمتر، جوشهای طولانی و تیراژی.
مقایسه سریع TIG و MIG برای آلومینیوم
| معیار | TIG (GTAW) | MIG (GMAW) |
|---|---|---|
| کیفیت/کنترل | بسیار بالا؛ درز تمیز و دقیق | خوب تا متوسط؛ معمولاً نیازمند تمیزکاری |
| سرعت/بهرهوری | پایینتر | بالا |
| ضخامت مناسب | نازک تا متوسط (~0.8–4 mm) | متوسط تا ضخیم (≥3 mm) |
| مهارت اپراتور | بالا | متوسط |
| تجهیزات ویژه | AC TIG، پدال، کنترل Balance/Freq | Spool-Gun/Push-Pull، لاینر تفلونی |
| گاز محافظ | آرگون (گاهی He برای ضخیم) | آرگون؛ Ar/He برای نفوذ بیشتر |
| اعوجاج | قابلکنترل با Pulse/پدال | بیشتر؛ نیازمند مدیریت گرما |
| مصارف نمونه | کار دقیق/نمایان، نازککاری | تولید تیراژی، ضخیمکاری، مونتاژ سریع |
انتخاب بر اساس ضخامت، اتصال و بهرهوری
- < 2 mm: معمولاً TIG با AC و پالس سبک؛ کنترل پدال برای جلوگیری از سوختگی لبه.
- 2–4 mm: هر دو ممکن؛ کیفیت ظاهری مهم است → TIG. سرعت/طول جوش زیاد است → MIG.
- > 4–5 mm: MIG با Spool-Gun/Push-Pull و در صورت نیاز Ar/He؛ پیشگرم ملایم (≈120–150°C) مفید است.
گاز، سیم و فیلر مناسب
- گاز محافظ: آرگون خالص برای اکثر موارد؛ برای ضخامت بالا، Ar/He نفوذ را افزایش میدهد.
- فیلر:
ER4043(روانی بیشتر، ترک کمتر) برای سریهای 6xxx/ریختگی؛ER5356(استحکام/خوردگی بهتر) برای سازهها. - تجهیزات MIG: لاینر تفلونی، غلطک U-Groove، سیم 0.8–1.2mm متناسب با ضخامت.

تمیزی سطح و مدیریت اکسید
- چربیزدایی با استون/IPA.
- برس استیل ضدزنگ اختصاصی آلومینیوم در جهت جوش.
- بلافاصله بعد از تمیزکاری جوش دهید تا اکسید مجدد تشکیل نشود.
هزینه/زمان: کدام بهصرفهتر است؟
برای پروژههای تیراژی و زمانیحساس، MIG نسبت هزینه به خروجی بهتری دارد. برای پروژههای کیفیتمحور، ظاهر تمیز و کنترل بالای TIG توجیهپذیر است.خطاهای رایج و راهکارها
- نفوذ کم/اکسید باقیمانده: در AC TIG، Balance را کمی به سمت پاکسازی ببرید؛ در MIG، دبی گاز و تمیزی لبهها را چک کنید.
- Bird-Nesting: Spool-Gun/Push-Pull، لاینر سالم، غلطک مناسب و تنظیم تنش سیم.
- اعوجاج بالا: استفاده از Pulse، ترتیب پاس مناسب، فیکسچر و پیشگرم ملایم.
- سیاهشدن درز: آلودگی سطح، دبی گاز ناکافی یا نازل/نوک تماس فرسوده.
جمعبندی
کیفیت بصری/کنترل بالا و نازککاری → TIG (AC) | سرعت/راندمان و ضخیمکاری → MIG. برای پروژههای بینابینی، یک تست روی کوپن انجام دهید و بر اساس زمان، کیفیت، اعوجاج و هزینه مصرفی تصمیم نهایی را بگیرید.پرسشهای پرتکرار
برای شروع کارگاه آلومینیوم، کدام را اول بخرم؟
اگر پروژهها ضخیم و تیراژیاند، MIG ارزش افزوده سریعتری دارد. اگر سفارشهای دقیق/نمایان میگیرید، AC TIG اولویت دارد—یا هر دو برای پوشش کامل.آیا میشود با CO₂ آلومینیوم را MIG زد؟
خیر؛ آرگون خالص یا Ar/He لازم است. CO₂ با آلومینیوم ناسازگار است و کیفیت را بهشدت کاهش میدهد.ER4043 بهتر است یا ER5356؟
برای ظاهر صاف و ترک کمتر، ER4043؛ برای استحکام/خوردگی بهتر در سازهها، ER5356—سازگاری متالورژیکی با آلیاژ پایه را بررسی کنید.برای ورق ۱.۵ میلیمتری چه کنم؟
معمولاً TIG با پالس و کنترل پدال امنتر است. اگر MIG میزنید، ولتاژ/سرعت سیم پایین، تکنیک Push و فواصل Tack جوش را رعایت کنید.
در همین رابطه بخوانید:
جوشکاری میگ برای مبتدیان