



عملکرد بهینه با دستگاه جوشکاری
اگر جوشکاری حرفه روزانه شما نباشد، بسیار دشوار است که بفهمید دستگاه جوشکاری شما برای یک عملکرد بهینه تنظیم شده است یا خیر. اگر شما هم سوالاتی مثل: “آیا از ولتاژ مناسب استفاده میکنم؟” یا “آیا سیمی که بکار میبرم زیاد است یا خیلی کم؟” در ذهنتان دارید، این مقاله را دنبال کنید! در این نوشتار، با هم اصول تنظیم صحیح دستگاه جوشکاری میگ و سپس آنچه را که مهره جوش به شما میگوید بررسی خواهیم کرد.
تجهیزات جوشکاری
تجهیزات مناسب، جوشکاری میگ را آسان میکند؛ در حالی که تجهیزات ضعیف میتواند نتایج نامطلوبی را در زمینه کیفیت جوشکاری برایتان بهمراه آورد و بدتر از همه اینکه از این فن ناامیدتان کند.
بعضی از دستگاههای جوشکاری دارای تکنولوژیهای پیشرفتهای مثل فناوری تنظیم خودکار (Auto-Set) هستند که پارامترهای بهینه را به طور خودکار و بر اساس ضخامت مواد و قطر سیم تنظیم میکند و به شما این امکان را میدهد روی تکنیک مناسب تمرکز کنید.
بیشترین بهره را از دستگاه جوشکاری خود ببرید
صرفنظر از انتخاب دستگاه، کتابچه راهنمای آن را درست بخوانید چون شامل اطلاعات مهمی در مورد عملکرد مناسب و دستورالعملهای ایمنی است (بیشتر شرکتها کتابچههای راهنمای خود را بصورت آنلاین هم ارائه میدهند).
دستورالعملهای اساسی زیر مربوط به جوشکاری میگ با سیم جامد بر روی فولاد است. طراحی مشترک، موقعیت و سایر عوامل بر نتایج و تنظیمات تأثیر میگذارند. وقتی نتایج خوب و بهینه فراهم شد، پارامترها را ثبت کنید.
1.ضخامت مواد، آمپراژ را تعیین میکند
به عنوان یک راهنمایی، هر ضخامت ۰.۰۰۱ اینچی به ۱ آمپر خروجی نیاز دارد: ۰.۱۲۵اینچ = ۱۲۵ آمپر
2.اندازه سیم مناسب را با توجه به آمپر انتخاب کنید
برای اینکه سیم را دائم عوض نکنید، برای ضخامتهایی که معمولاً استفاده میکنید، یکی را انتخاب کنید:
۱۳۰-۳۰ آمپر: ۰.۰۲۳ اینچ
۱۴۵-۴۰ آمپر: ۰.۰۳۰ اینچ
۱۸۰-۵۰ آمپر: ۰.۰۳۵ اینچ
۲۵۰-۷۵ آمپر: ۰.۰۴۵ اینچ
3.ولتاژ را تنظیم کنید
ولتاژ، ارتفاع و پهنای مهره را تعیین میکند. اگر برای تنظیم ولتاژ صحیح دستگاه جوشکاری هیچ نمودار، کتابچه راهنما یا اطلاعاتی در دسترس ندارید، میتوانید این راه را امتحان کنید:
در حالی که روی یک قراضه فلز جوشکاری میکنید، دستیارتان ولتاژ را پایین بیاورد تا وقتی که قوس شروع به گودکردن قطعه کار کند. بعد، دوباره جوشکاری را شروع کنید و دستیار ولتاژ را افزایش دهد تا قوس ناپایدار و شل شود. حالا، انتخاب یک ولتاژ در بین این دو ولتاژ، میتواند یک نقطه خوب و مناسب برای شروع کارتان باشد.
بین ولتاژ قوس و طول قوس ارتباطی وجود دارد: قوس کوتاه، ولتاژ را کاهش میدهد و یک دانه باریک و کشیده تولید میکند؛ درحالیکه قوس بلندتر (با ولتاژ بیشتر) مهرهای صاف و پهنتر تولید میکند. طول قوس زیاد، یک مهرهء بسیار مسطح و امکان برش آن را فراهم میکند.
4.سرعت حرکت سیم را تنظیم کنید
سرعت سیم، هم جریان برق و هم میزان نفوذ جوش را کنترل میکند. سرعتی که خیلی زیاد است میتواند منجر به سوختن شود. اگر برگه مشخصات جوش یا روش دستی در دسترستان نیست، از ضرایب موجود در نمودار زیر استفاده کنید تا نقطه شروع خوبی برای سرعت حرکت سیم پیدا کنید. به عنوان مثال، برای سیم ۰.۰۳۰ اینچی، هر آمپر را در ۲ اینچ ضرب کنید تا سرعت مناسب را در واحد ِاینچ بر دقیقه (ipm) پیدا کنید.
بررسی مهرهها در جوشکاری
یکی از راههای بررسی پارامترها، بررسی مهره جوش است؛ چون شکل ظاهری آن نشان دهنده مواردی است که باید تنظیم شود.
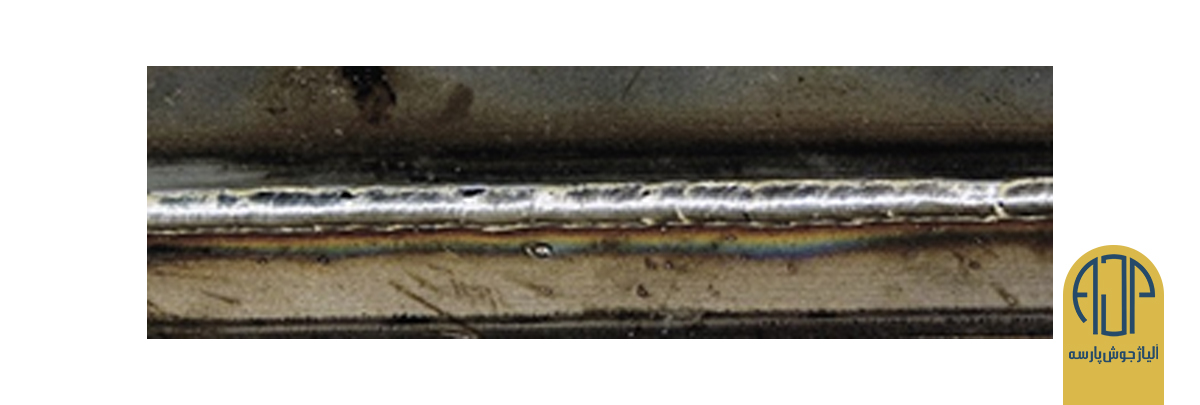
-جوش خوب: به نفوذ خوب در مواد پایه، مشخصات مهرههای تخت، عرض مناسب مهرهها و گرههای مناسب در نوک جوشها توجه کنید (منظور لبههای خط جوش است که با فلز پایه کاملا مطابقت دارد).


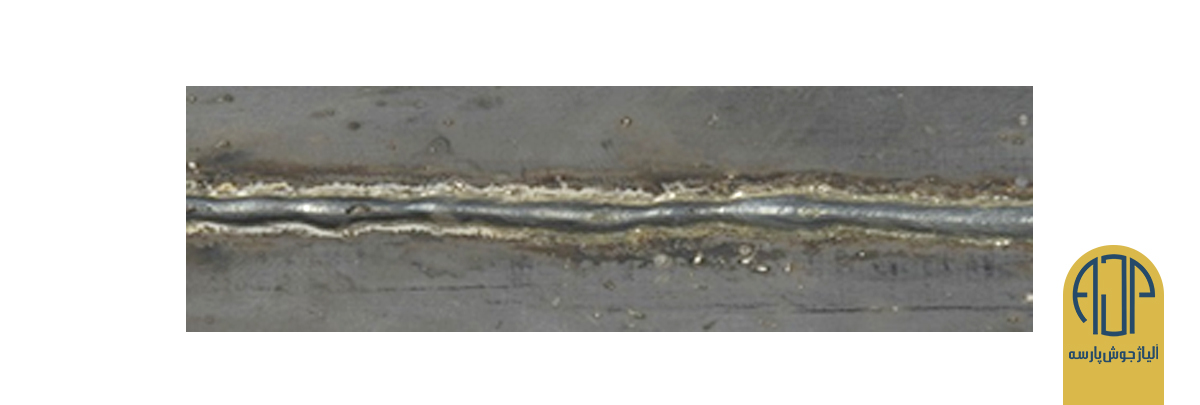
-ولتاژ خیلی زیاد: ولتاژ بیش از حد، با کنترل ضعیف قوس، ایجاد نفوذ ناهماهنگ و حوضچه جوش آشفته نشان میدهد که نتوانسته بطور مرتب به مواد پایه نفوذ کند.
-ولتاژ خیلی کم: ولتاژ بسیار کم، ضعف در شروع قوس، کنترل و نفوذ را ایجاد میکند و باعث پاشش بیش از حد، تشکیل مهرههای محدب و گرههای ضعیف در نوک جوش میشود.

-سرعت حرکت خیلی سریع: مهرههای باریک و محدب با گرههای ناکافی در نوک جوش، نفوذ ناکافی و مهره جوشهای ناهماهنگ، همگی ناشی از حرکات سریع است.
-سرعت حرکت بسیار آهسته: حرکت خیلی کند، گرمای زیادی را به جوش وارد و در نتیجه مهره جوشهای بیش از حد پهن با نفوذ ضعیف ایجاد میکند. همین حرکت کند روی مواد نازکتر، باعث سوختن میشود.

-آمپراژ/ سرعت سیم بیش از حد زیاد: تنظیم حرکت بیش از حد سریع سیم یا آمپراژ بالا(بسته به نوع دستگاه جوشکاری که استفاده میکنید) هر دو، میتواند باعث تشکیل قوس ضعیف و ایجاد مهره جوشهای بیش از حد پهن، سوختگی زیاد، پاشش بیش از حد و نفوذ ضعیف شود.

-آمپراژ/ سرعت سیم بیش از حد کم: یک مهره باریک و محدب، اغلب با اتصال ضعیف در نوک جوش، آمپراژ ناکافی را نشان میدهد.
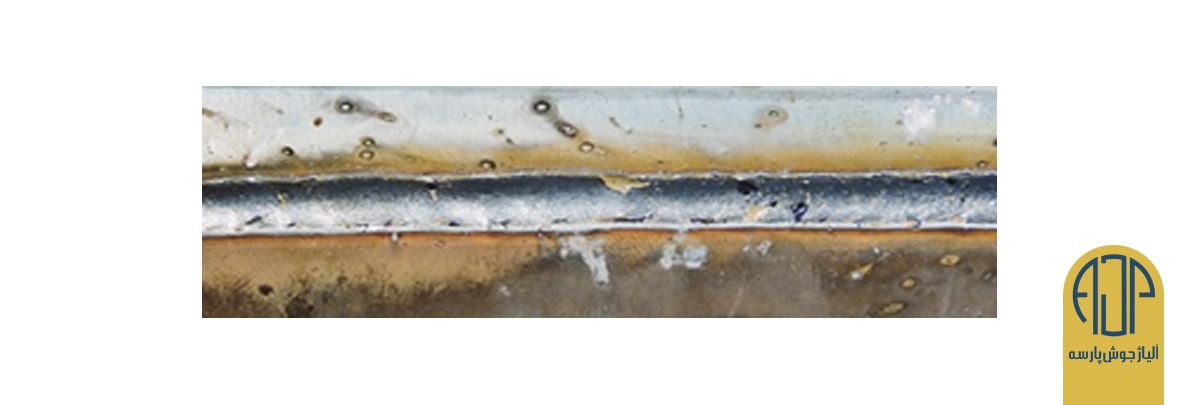
عدم وجود گاز محافظ: عدم وجود یا کمبود گاز محافظ به راحتی توسط تخلخل و منافذ و سوراخهای ریز ِموجود در ظاهر و فضای داخلی جوش مشخص میشود.