




 ۰
۰ 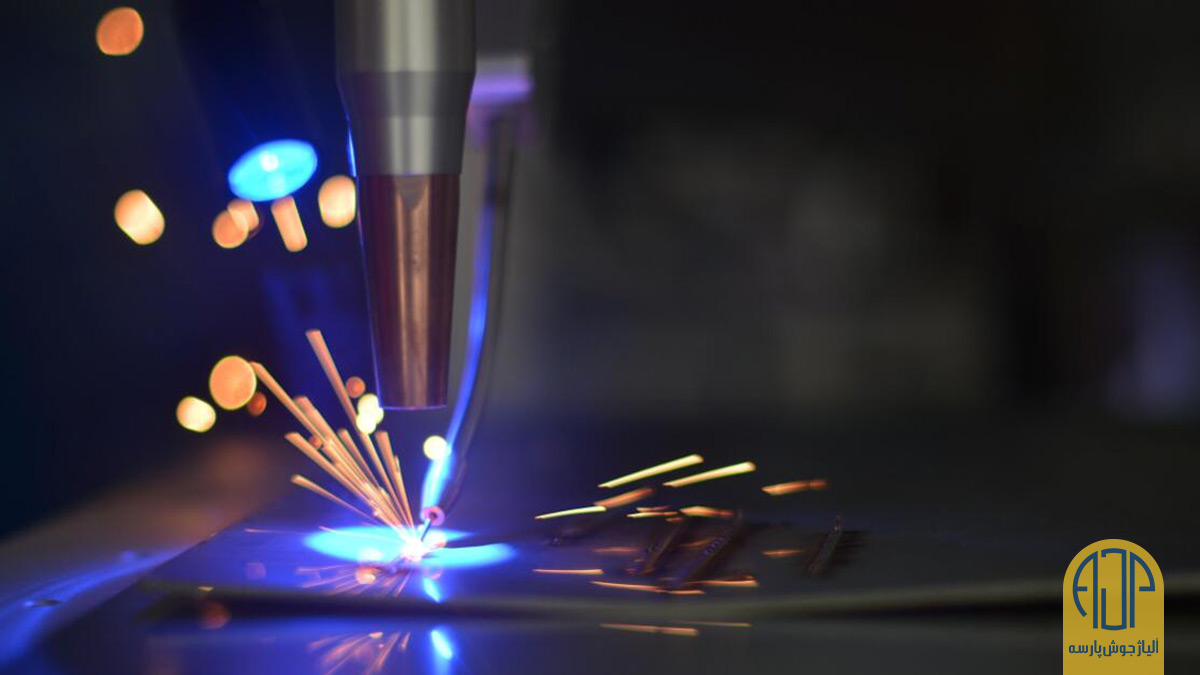
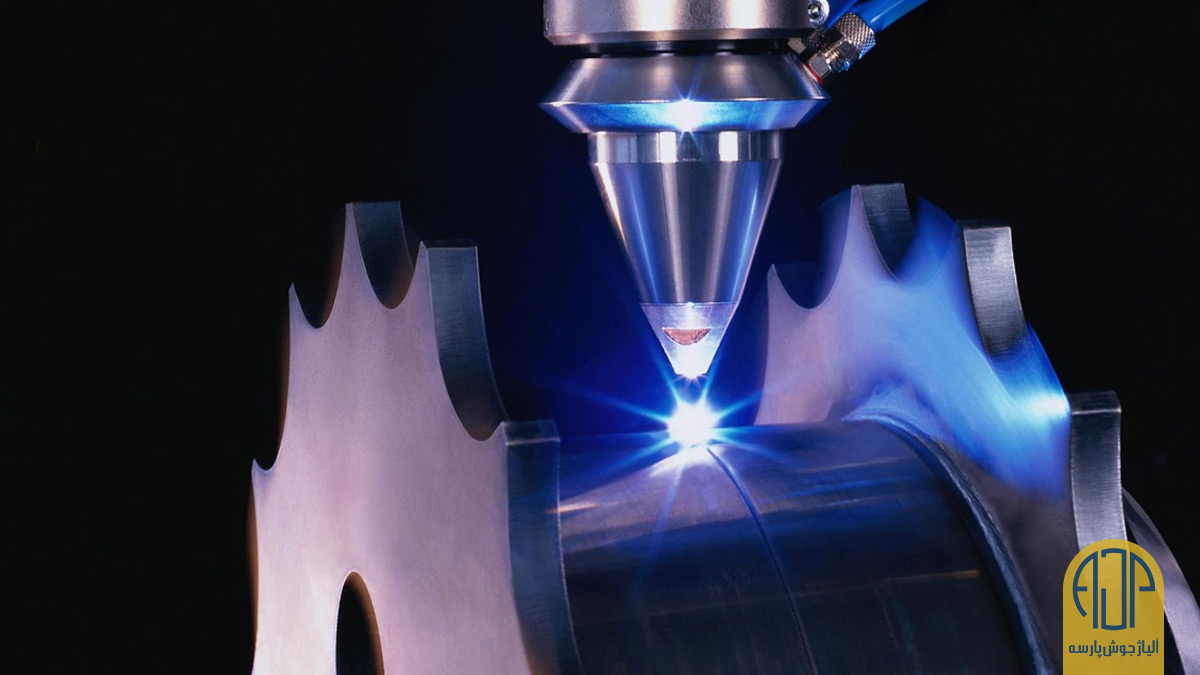
روش کار در جوشکاری لیزر
در جوشکاری پرتو لیزر یا جوشکاری خالص لیزر، از مواد پرکننده مصرفی استفاده نمیشود. ویژگی اصلی این جوشکاری در کاربردهای اتصال فولاد عبارتست از درز جوش تقریباً مشابه و همجنس با فلز پایه. در موارد خاص امکان افزودن سیم پرکننده به جوش لیزر وجود دارد که این میتواند یک سیم تغذیه سرد یا سیم گرم القایی باشد تا اثرات حرارتی را در استخر مذاب کاهش دهد. روش معمول دیگر، جوشکاری ترکیبی یا هیبریدی است که در آن فرآیندهای جوشکاری لیزر و MAG ترکیب میشوند. در این روش ترکیبی، گرمای ورودی نسبت به جوشکاری خالص لیزر در سطح بالاتر و در عین حال خیلی کمتر از جوشکاری سنتی MAG است. جوشکاری ترکیبی اجازه سرعت جوشکاری بالاتر و جوش دادن مواد ضخیم تر را فراهم میکند.کاربرد جوشکاری لیزر
فرآیند جوشکاری خالص لیزری تقریباً بطور ثابت در کاربردهای بزرگ با اتوماسیون مورد استفاده قرار میگیرد و جوشکاری با سرعت ۵-۱ متر در دقیقه را فراهم میکند. لیزر CO2 سنتی هنوز هم در خطوط جوشکاری با صفحات بزرگتر استفاده میشود، اما لیزر فیبری بیشتر در خطوط جوشکاری لیزری تازه نصب شده رواج دارد و تنها گزینه در خطوط جوشکاری رباتیک /3Dسهبُعدی پیشرفته امروز است. جوشکاری خالص لیزری و جوشکاری هیبرید یا ترکیبی لیزری روشهای استاندارد در صنعت خودروسازی، کشتیسازی و صنعت راه آهن با یک روند رشد سریع در زمینه ظروف و تجهیزات کشاورزی و دامپزشکی است. سالیان متمادی است که جاهای خالی ناشی از جوشکاری با پرتو لیزر در همه خودروهای تولیدی با ضخامت و درجههای مختلف فولادی، در بین آن دسته از قطعات ساختاریشان مثل زیر قاب، میلههای تعلیق، قطعات تقویت کننده و ایمنی و... به چشم میخورد، با صدها میلیون LWTB تولیدی سالانه که توسط خطوط جوشکاری رباتیک /3Dسهبُعدی انجام میشود. جوشکاری با پرتو لیزر یک روش جوشکاری ورودی ِکمحرارت با جوش ِباریک نفوذ کامل/ عمیق است که نتیجه نهاییاش خیلی زیباست. وقتی ورقهای نازک ِسایز بزرگ به هم متصل میشوند، در بسیاری از موارد، جوشکاری با پرتو لیزر تنها روش جوشکاری برای جلوگیری از اعوجاج/ کجشدن محصول نهایی (ناشی از حرارت) است. جوشکاری با لیزر همچنین بهترین روش جوشکاری برای به حداقل رساندن اتلاف خصوصیات مواد پایه مثل سختی و مقاومت است.
فواید جوشکاری پرتو لیزر
- خواص مکانیکی عالی
- HAZ/ منطقه متاثر از حرارت بسیار باریک
- راندمان بسیار بالا
- خاصیت سایش بسیار خوب
- اعوجاج حرارتی کم، یعنی صافی عالی
- مناسب برای ورقهای بلند و پهن با امکانات زیاد و متناسب با ضخامت و خصوصیات آنها
- مقرون به صرفه در مقایسه با روشهای سنتی
- اجازه جوشکاری ورقهای با درجه و ابعاد مختلف فولاد
معایب جوشکاری لیزر
- هزینههای بالای سرمایهگذاری در مقایسه با روشهای سنتی
- ضخامت محدود مواد (امروزه حداکثر ۲۵ میلیمتر به روش ترکیبی)
در همین رابطه بخوانید:
بررسی تحول فناوری جوشکاری: از روشهای سنتی تا تکنیکهای مدرن